A book of wages from the year 1917
Author:
Don Duco
Original Title:
Een lonenboek uit het jaar 1917
Publication Year:
2017
Publisher:
Amsterdam Pipe Museum (Stichting Pijpenkabinet)
Description:
The find of a wages book from the year 1917 of the firm P. Goedewaagen & Sons from Gouda makes it possible to reconstruct the production figures of the clay pipes and to learn more about the production process.
Tijdens de opruiming en verhuizing van de Koninklijke Goedewaagen van Gouda naar Nieuw-Buinen in de jaren 1970 kwam tussen een stapel oude papieren een foliocahier met prachtig handschrift tevoorschijn.[1] Het blijkt een register met de namen van de kasters en tremsters van de fabriek, samen met de aantallen gemaakte pijpen. Niet alleen een onverwachte maar ook een belangrijke vondst, want dit cahier vormt de sleutel tot de productieaantallen van de kleipijpen, onderverdeeld naar soort. Het document neemt ons mee in het reilen en zeilen van de laatste grote pijpenfabriek uit Gouda in het voorlaatste jaar van de Eerste Wereldoorlog. Al in 1999 is de inhoud kort ter sprake gekomen in mijn boek over Goedewaagen’s Koninklijke Pijpen- en Aardewerkfabriek.[2] Nu, precies een eeuw na het jaar 1917, is het tijd voor een nadere studie om vanuit dit unieke archiefstuk meer inzicht te geven in de economische geschiedenis van een vaderlands bedrijf.
Wijze van administreren
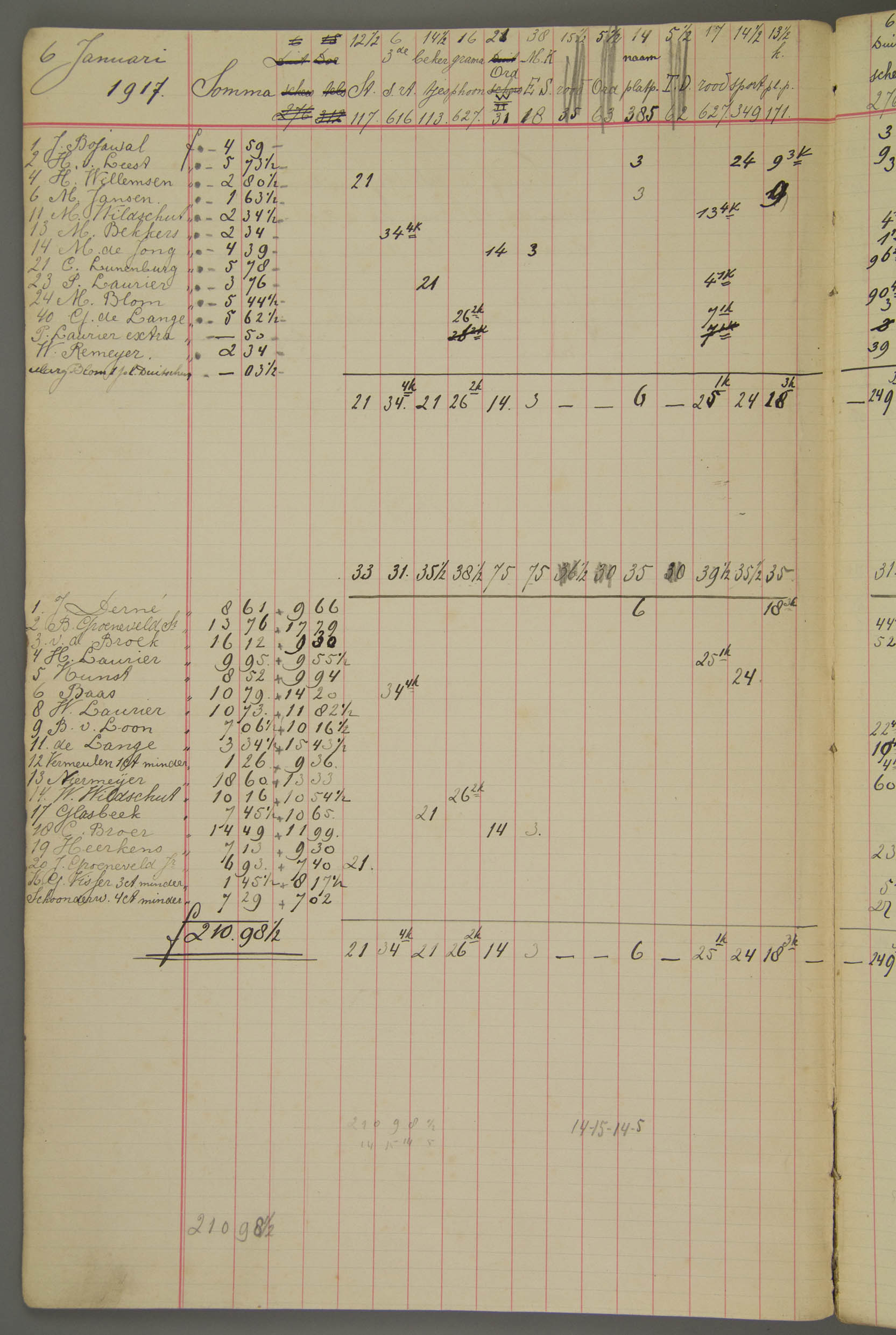
Het foliocahier is voorzien van een gemarmerd kaft (afb. 1). Op het voorplat is heel aandoenlijk een uitgeknipt etiketje met het jaartal 1917 geplakt. Wat de titelpagina zou moeten zijn, is een pagina van losse aantekeningen geworden. Bij tijd en wijle noteerde men hier loonafspraken als geheugensteun voor degene die de administratie bijhield. De inhoud is bedoeld om de productie en de salariëring vast te leggen. Die administratie is per week overzichtelijk over twee pagina’s genoteerd (afb. 2). Links staan verticaal de namen van de werklieden met bovenaan de tremsters, eronder een rij kasters, respectievelijk de vrouwen die de pijpen afwerken en de mannen die de pijpen persen. De voorgedrukte kolommen van het cahier zijn benut om per pijpmodel gegevens over de geproduceerde en afgewerkte aantallen te noteren. Boven de kolommen staat de verkorte pijpennaam voorzien van het modelnummer inclusief het loon per gros. Elke week wordt een nieuwe dubbele pagina in gebruik genomen en op vergelijkbare wijze ingevuld. Uiteraard is iedere week anders omdat het personeel wisselt en omdat de aantallen en soorten gekaste en getremde pijpen fluctueren.
Het invullen van het loonboek wordt op de werkvloer voorbereid. In de werklokalen wordt de productie bijgehouden aan de hand van telbriefjes die de opzichters van de mannen- en vrouwenwinkel invullen. Op het loonbureau worden deze tellingen overgeschreven bij de namen van de werknemers zodat het helder wordt hoeveel grossen van de verschillende modellen gemaakt zijn en door wie. Daarbij worden ook nog toelagen en afdrachten doorberekend. Aangezien de salarissen op stukloonbasis worden betaald, moet de productie nauwgezet worden geadministreerd. Tellen is dus een noodzakelijk kwaad. En dat er een hoop geteld en gerekend is, blijkt wel uit deze minutieuze administratie die tot op de pijp nauwkeurig is gevoerd èn tot op de halve cent precies.
Dat in het cahier tussen de kasters en de tremsters de aantallen gemaakte pijpen overeenstemmen is tamelijk onverwacht. Tussen de twee handelingen moesten de pijpen een tijdje aandrogen. In principe kunnen dus tijdens een week nooit hetzelfde aantal én gekast én getremd zijn. Onduidelijk is hoe dat in de administratie gelijk is getrokken, maar het lijkt erop dat de telling pas na het tremmen definitief wordt vastgelegd en de kasters een week later een bijstelling op hun loon kregen. Al met al heeft de boekhouder een ingenieus systeem gehanteerd om controle te houden zowel op de productie als op de voorraad. Geheel naar het karakter van de administrateur moet al dit gecijfer een genoeglijke routineklus geweest zijn. Daarvan getuigt de zorgvuldige wijze van bijhouden, inclusief de verschillende controlerondes, zichtbaar in een andere kleur inkt of in potlood.
Gezien de aard van de bron blijft de zogenaamde machinale kasterij buiten beschouwing. Het machinaal persen van kleipijpen is in 1897 geïntroduceerd toen er een gebrek aan mannelijke kasters was. In de gemechaniseerde perserij vinden we door stoom aangedreven machines voor het persen van de pijpen. Dergelijke apparatuur kan door vrouwen worden bediend. Niet de fysieke arbeidsinzet is het probleem van deze afdeling, maar het intense lawaai van de stoommachines. Zodra er weer voldoende mannen beschikbaar zijn, sluit men de machinale kasterij voor vrouwen. In 1917 is deze afdeling nog actief en is goed voor de productie van ruim 10.000 gros.[3] In het hier besproken cahier ontbreekt ook de productie van doorrokers en die van grofaardewerk. Deze andere artikelen worden in andere gebouwen geproduceerd en daarvan wordt een aparte administratie bijgehouden.
Het pijpenmakersgros
Pijpenmakers worden op basis van stukloon per gros uitbetaald zodat een heldere grossentellerij voor de verdiensten nodig is. Normaal gezien bestaat een gros uit twaalf dozijn ofwel 144 stuks. In de Goudse pijpenmakerij zijn hierover andere afspraken. Het pijpenmakersgros varieert in aantal omdat men bij de verschillende handelingen van het productieproces met uitval rekening houdt.[4] Door de tijd heen is het gewoonte geworden dat de arbeiders voor de mislukte pijpen opdraaien. Vanouds telt een roldersgros daarom 180 rollen. Het kastersgros wordt doorgaans niet geteld, maar na het tremwerk ligt het aantal op 160 stuks. Bij het kasten en het tremmen houdt de fabrikant dus rekening met ruim tien procent uitval. Ook bij het glazen, vollen en snollen vinden ongelukjes plaats en rekent de fabrikant op nog eens tien procent uitval. Bij de verkoop telt het gros uiteindelijk 144 stuks.

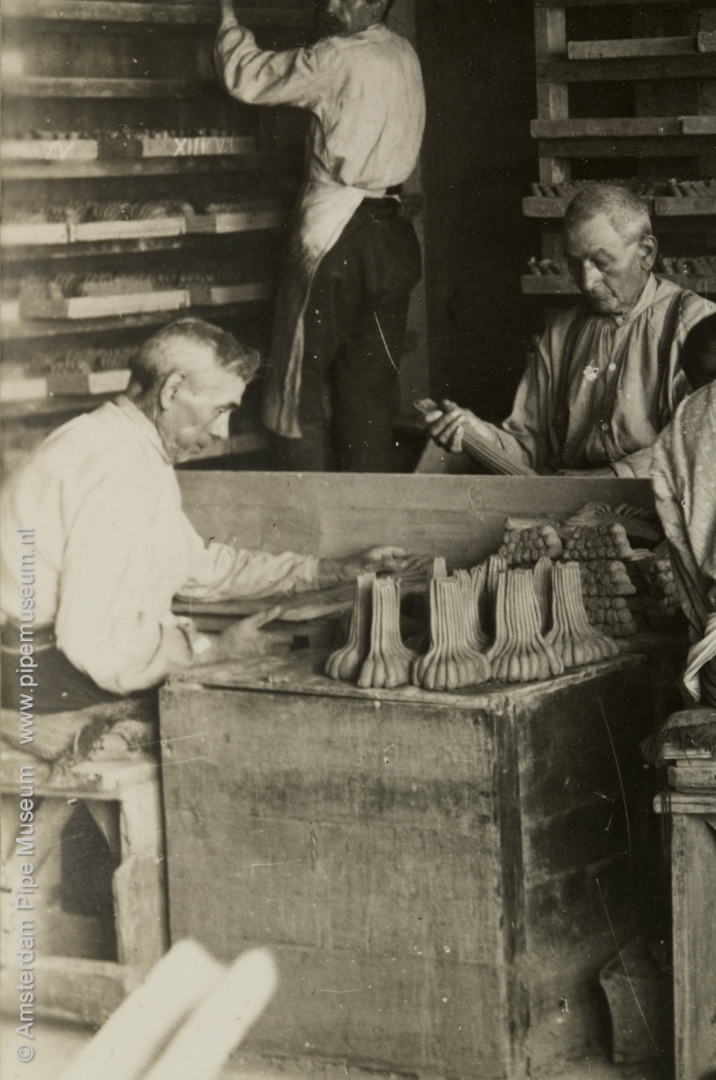
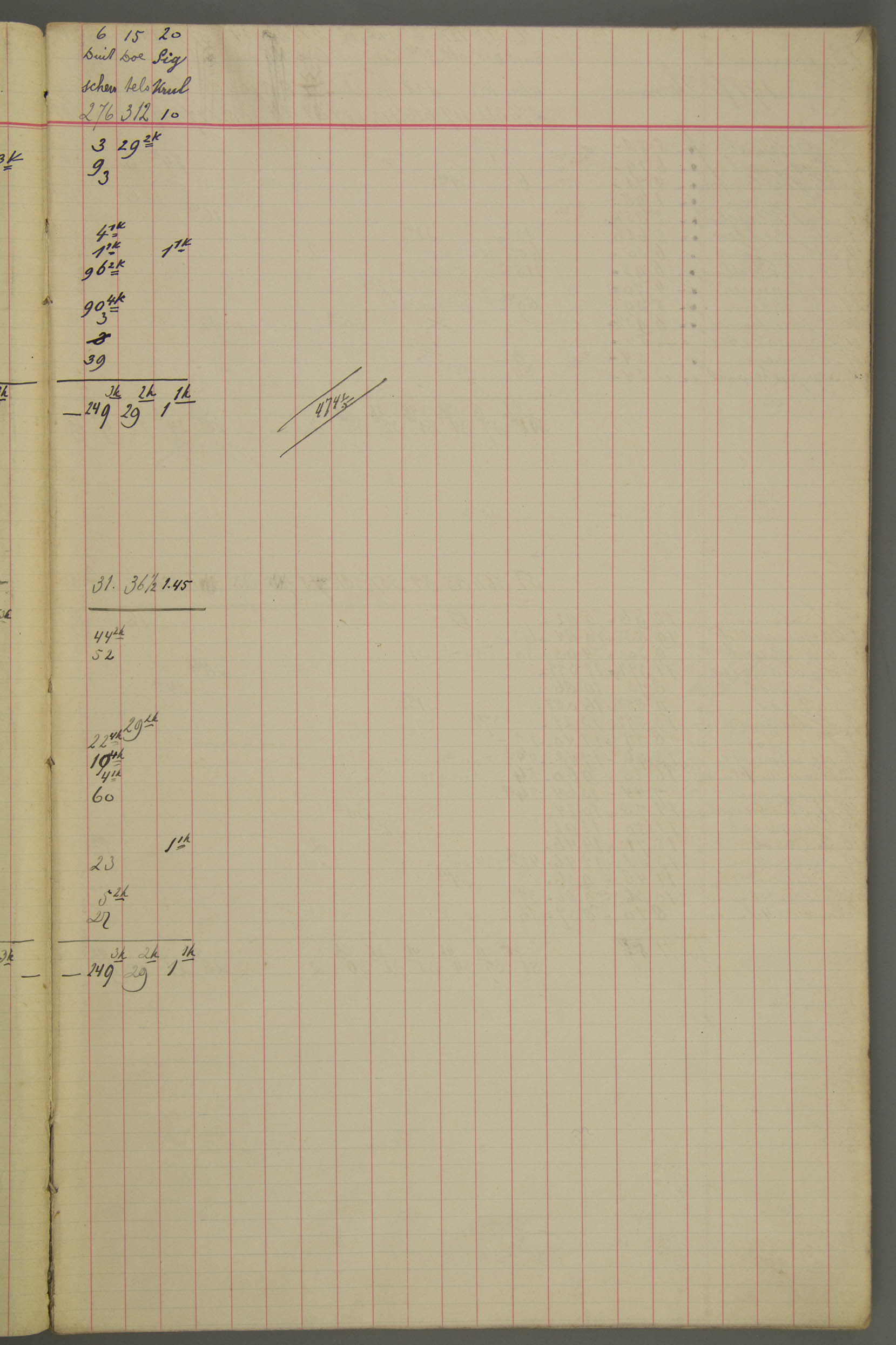
Het tellen van de pijpen is betrekkelijk eenvoudig. Zo werkt de rolder met bosjes gebundelde pijpenrollen die bij een vastgesteld aantal op een rollenplank worden uitgelegd. In een gros zitten 8 tot 15 bosjes, met respectievelijk 24 tot 12 rollen per bundel (afb. 3), afhankelijk van het te maken pijpmodel.[5] Zoals opgemerkt wordt bij de kasters niet geteld. Zij verwerken de rollen van de rollenplanken en leggen de geperste pijpen in platte bakken uit. Het exact tellen komt terug bij de tremsters. Na het afwerken plaatsen zij de pijpen in tremsterkistjes, droogbakken met een groevenbodem waarin een vastgesteld aantal pijpen past. Dergelijke bakken of kistjes maken het per stuk tellen overbodig. Er gaat een vast aantal pijpen in een bak en een vast aantal bakken in een gros.

Op een bak voor maatpijpen passen, wanneer deze volledig gevuld is tweemaal zestien ofwel 32 pijpen (afb. 4). Voor een gros pijpen leveren de tremsters dus vijf bakken ofwel 160 stuks af. In de telstaten van het lonenboek vinden we soms een decimaal achter de groscijfers die op de afzonderlijke kistjes van een onvoltooid gros duiden. Is er sprake van pijpen met kleinere koppen, dan bevat een complete bak soms 40 pijpen en dan gaan er vier bakken in een gros. Alleen bij atypische modellen worden afwijkende bakken gebruikt. De bovenmaatse pijpenbakken van 29 duim bevatten ook 32 stuks ieder, maar bij de twee langste soorten, de 33 en 37 duims pijpen gebruikt men andere uitlegplanken. Daar passen slechts 20 pijpen in een enkele bak zodat een tremstersgros uit acht kistjes bestaat.
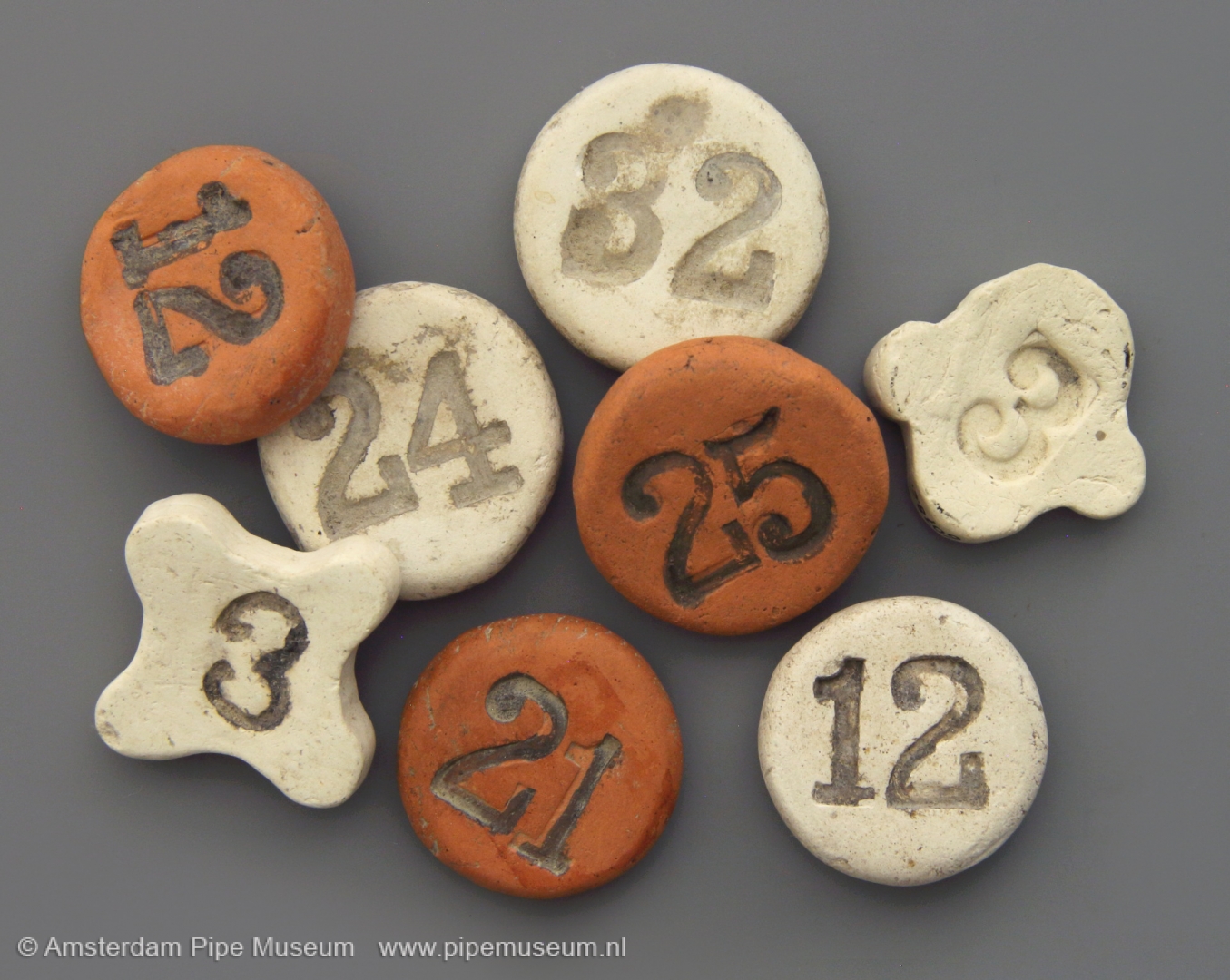
Om het werk te controleren en de productie van de verschillende werklieden te kunnen scheiden maakt men gebruik van grospenningen (afb. 5), een soort munten van pijpaarde met een speciaal teken voor iedere werknemer.[6] Een grote fabriek als Goedewaagen heeft die penningen gestandaardiseerd met uniforme nummers tot in de veertig toe. Per gros maatpijpen geeft een kaster vijf penningen uit, namelijk één op ieder van de vijf planken die een gros telt. De snelste kasters maken zo’n 60 gros pijpen per week zodat zij dus over zo’n 300 penningen beschikken! Dat grote aantal is mede de reden waarom deze penningen tegenwoordig niet echt zeldzaam zijn, er zijn er immers duizenden geweest.

Zowel de mannen- als de vrouwenwinkel, de werklokalen waar de kasters en tremsters zitten, staan onder leiding van een opzichter (afb. 6). Vaak zijn dat oudere personen die zorgen voor de grossentelling, maar verder zien zij ook toe dat het personeel kan doorwerken. Ook het aan- en afvoeren van de planken is hun besogne al zijn daarvoor jongens, de zogenaamde plankendragers beschikbaar. Dat ongeregelde werk wordt wel met vloerwerk aangeduid en wordt op uurloonbasis betaald. De meest eenvoudige taak is wel het schoonmaken van de bakken en planken van de kasters en tremsters waarvan de kleiresten moesten worden verwijderd. Dit is het zogenaamde afsteekgeld dat in de laagst betaalde categorie werk valt. Duidelijk mag zijn dat al deze regels en gebruiken het resultaat zijn van eindeloos gesteggel tussen baas en werknemer om tot een goede en vooral eerlijke arbeidsovereenkomst te komen. Het werken op stukloon biedt wat dat betreft grote voordelen, maar er waren ook allerlei aparte regelingen nodig om een juiste verhouding in het werk te houden. Fenomenen als verzuim- en verstelkosten zijn daarvan een mooi bewijs, zij komen in een volgende paragraaf nog aan bod.

De hier geschetste systemen waren nog bij de Koninklijke Goedewaagen in gebruik in de eerste decennia van de twintigste eeuw. De wortels gaan echter ver terug. Het stukloonsysteem en de grossentellerij stammen uit de gildetijd van de Goudse pijpenmakerij. Gebruiken die al in de achttiende eeuw zijn ingevoerd en traditiegetrouw van toepassing bleven. In de loop van de eeuwen veranderden de regels in detail. Met de groei van het assortiment werden zij steeds fijnmaziger, maar de werkwijze op zich bleef onaangetast.
Productiecijfers
Terug naar het kasters- en tremstersboek voor meer informatie over de productiecijfers. Door de dagtotalen van de 52 dubbele foliovellen uit het cahier van 1917 op te tellen krijgen we de jaarproductie. Deze bestaat uit 29.655 2/5 gros afgewerkte maar nog ongebakken pijpen ofwel 4.270.407 stuks.[7] Met deze ruim vier miljoen pijpen is Goedewaagen al over het hoogtepunt heen. Het uitbreken van de Eerste Wereldoorlog zorgde ervoor dat de productie met enkele miljoenen pijpen is teruggelopen. De introductie van de doorroker vanaf 1910, compenseerde een deel van dat omzetverlies, mede omdat deze nieuwe soort een hogere winst opleverde. Hoewel het bedrijfsresultaat aan geperste pijpen dus flink is teruggelopen, is de financiële positie van de fabriek nog altijd goed.
Door het jaar heen fluctueert de productie van gekaste pijpen, zij schommelt tussen de 400 en de 800 gros per week. Van een zomer- en winterwerktijd zoals vroeger bestond, is in 1917 geen sprake meer. Die was in 1910 door invoering van elektrisch licht verdwenen. Overigens is het aardig te weten dat de firma Goedewaagen de eerste fabriek in Gouda is die op elektriciteit werd aangesloten. In de weekstaten zien we alleen mindering van productie bij kerkelijke feestdagen zoals paas, pinkster en kerst. Verder is er de Goudse kermis op de eerste zaterdag van augustus met de maandag daaraanvolgend vrij, plus een dag naar vrije keuze.
Het wekelijkse door de fabriek te verlonen bedrag voor de kasters en tremsters fluctueert met de cijfers van de weekproductie. De uit te betalen lonen liggen tussen de 200 en ruim 300 gulden. Het verschil tussen de lonen van de onderlinge werklieden voert terug op de arbeiders zelf. De hoogte van het loon wordt namelijk primair bepaald door de fysieke conditie van de werknemer of werkneemster, samen met diens inzet. Zo verdient een sterke kaster meer dan een zwakke en dat geldt ook voor een snelle tremster ten opzichte van een tragere persoon. Met andere woorden: hoe harder je werkt, des te meer je verdient. Ziekte maakt dat het weekloon bij een bepaalde werknemer plotseling minder kan zijn of zelfs wegvalt.
Uiteraard bestaat er een groot verschil in moeilijkheidsgraad tussen de pijpmodellen die in productie zijn. Lange soorten zijn arbeidsintensiever dan korte en grove pijpen maakt men sneller dan fijne. Bij het berekenen van de stuklonen is dat fysieke verschil per pijp uitgangspunt voor een weldoordachte berekening. Dat geldt bij het persen zowel als bij het tremmen van de pijpen. Per soort geldt een standaardloon, al is het onmogelijk de verschillende pijpmodellen in maakbaarheid op de juiste wijze op elkaar af te stemmen. Bovendien gaat het personeel anders met het werk om, de subjectieve factor persoonlijke preferentie. Sommige werklieden zijn flexibel en vinden het geen probleem van werk te wisselen, terwijl andere liever eeuwig op dezelfde soort doorwerken. Zelfs die persoonlijke voorkeur vinden we in het lonenboek terug.
Per week worden gemiddeld zeventien pijpensoorten geproduceerd. Welke modellen in productie zijn wordt in eerste instantie door de marktvraag bepaald. Binnen het bedrijf is het zaak zo economisch verantwoord mogelijk te werken. Dus de productie van de standaardmodellen ofwel het reguliere werk loopt eindeloos door, al vinden er door de jaren heen geleidelijk verschuivingen plaats.
Bij de kleine oplages houdt de fabrikant bij het uitgeven van een persvorm aan een bepaalde kaster rekening met twee kostenposten. De eerste betreft de zogenaamde instel- of verstelkosten, een vergoeding waarop kasters recht hebben om zich op een andere persvorm in te werken. Wanneer tot tien gros van een bepaald model gemaakt worden, ontvangt de kaster vijf cent per gros extra. Wordt er niet meer dan vijftien gros geproduceerd, krijgt de kaster 2½ cent per gros extra betaald. De fabrikant kan die instelkosten vermijden door een grotere oplage te laten maken en het overschot op voorraad te zetten. Wanneer de oplage per model op ongeveer 35 gros ligt zijn er geen instelkosten meer. Uiteraard zal de fabrikant dus bij voorkeur minimaal 35 gros per model laten maken, waardoor de instelkosten voor de fabriek vervallen.
Verder zijn er nog de zogenaamde verzuimkosten, een bedrag dat de werknemer ontvangt wanneer zijn persvorm in onderhoud wordt genomen. Het onderhoud van de persvorm wordt na zo’n vijfduizend stuks ofwel circa 35 gros actueel. Dan moet de vorm aangescherpt worden: de vormmaker haalt de pennen uit de persvorm en slijpt vervolgens de naden van de persvorm zodat die weer beter in de klei snijden. Wanneer een oplage van maximaal 35 gros wordt gemaakt, kan dit onderhoud op een later tijdstip uitgevoerd worden zonder dat de productie stil ligt. Die verzuimkosten worden berekend op basis van een gemiddeld uurloon, in 1917 verdient een kaster 18 cent per uur. Per vijf minuten krijgt de kaster dus 1,5 cent betaald. Ongeregeld maar gemiddeld zes keer per jaar wordt dit verzuimgeld aan de werknemers voldaan. Overigens, wanneer identieke persvormen van een bepaald model aanwezig zijn, is het wisselen van persvorm een andere mogelijkheid om de verzuimkosten te ontlopen. Uit dit alles is duidelijk dat de fabrikant in alle opzichten poogt zo voordelig mogelijk te produceren.
Alle pijpmodellen die men jaarlijks slechts één à twee weken produceert, zijn dus bedoeld als aanvulling van de voorraad. De overige pijpmodellen worden over langere tijd gemaakt en vormen het courante deel van de productie. Slechts één pijpmodel wordt het hele jaar door geproduceerd. Modellen met een groot productieaantal onderscheiden zich in twee groepen. De gewone rookpijp voor de binnenlandse markt is de ene, pijpen voor export is de tweede groep. Daarnaast zijn er andere productgroepen zoals het lange werk en de categorie curiosa. Zij worden in de navolgende vier paragrafen besproken.
Lang werk
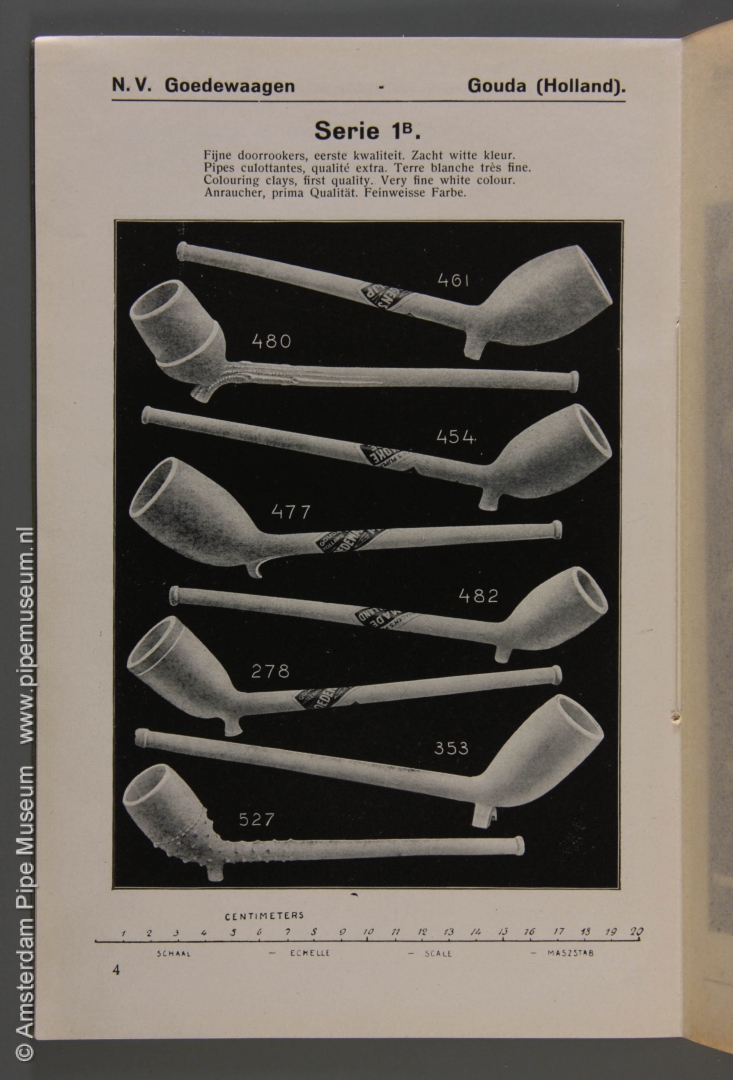
Het assortiment maat- en bovenmaatse pijpen van Koninklijke Goedewaagen, sinds de achttiende eeuw de economische basis van de Goudse pijpennijverheid, is in de negentiende eeuw geleidelijk afgeslankt. Was de langgesteelde pijp rond 1850 nog zeer algemeen, langzamerhand verliest zij haar aanzien en blijft alleen onder de traditionele pijprokers in trek. Die tendens zet zich in de twintigste eeuw voort. In de jaren 1910 zijn nog zeventien modellen met lange stelen in de maak ofwel nog geen drie procent van het totale assortiment.[8] Toch blijft de standaard maatpijp van 21 duim en de modernere variant van 21½ en 22 duim in productie. Zoals opgemerkt zijn het pijpen voor de verouderde roker, daarnaast zijn zij ook bij studenten en rookgenootschappen in trek.
De steellengte van de traditionele lange pijp is in deze tijd zijn oude gilde-indeling aan het verliezen. Het achttiende eeuwse gildereglement bepaalde dat maatpijpen 21 duim lang moesten zijn, terwijl kortere soorten maximaal 19 duim meten, dus een duidelijk zichtbaar verschil van twee duim. Bij de langere, zogenaamde bovenmaatse pijpen gaat de steellengte met stappen van 4 duim omhoog. Zo zijn er 25, 29, 33 en 37 duims pijpen, later is zelfs nog een 41 duimer toegevoegd. Dankzij de standaardindeling kan er geen oneerlijke concurrentie door gesjoemel met de steellengtes ontstaan. Aan het begin van de twintigste eeuw vervaagt deze oude gildewet. Het gereedschap behoudt weliswaar de oude duimmaten en verandert niet, maar naar de consument wordt de lengte voortaan in centimeters opgegeven. De catalogus uit die periode laat dat ook zien en toont bij de 21 duimer de lengte van 54 centimeter en bij de 22 duimer de lengte van 57 centimeter.
Lange pijpen
| lengte | model | naam | merk | weken | aantal gros | stuks[9] | |
| 21 duims | 18 | porceleine middelkop | ES | 2 | 7 | 1.008 | |
| 31 | middelkop | IWI | 6 | 74 | 10.656 | ||
| 14 | omgezet | ES | 2 | 13,4 | 2.000 | ||
| 341 | grootkop kromkop | TM | 12 | 154,2 | 22.240 | ||
| 21½ duims | 22 | grootkop, 56 cm | TM | 2 | 25 | 3.600 | |
| 22 duims | 212 | porceleine grootkop | ES | 2 | 20 | 2.880 | |
| 334 | gewone grootkop | TM | 20 | 263,1 | 37.904 | ||
| Totaal | 557,2 | 80.288 |
In onze 1917 productiestaat komen zeven lange pijpen voor. Naast vier 21 duims pijpen zien we twee pijpen van 22 duim, terwijl er zelfs een variant van 21½ duim geproduceerd wordt. Vooral die laatste pijp bewijst dat de fixatie op de vaste steellengtes geleidelijk aan verdwijnt. Reden de stelen langer te maken is dat de koppen van de pijpen na 1850 fors groter zijn geworden, waardoor de maatpijp zijn verfijnde balans dreigde te verliezen. Met verlenging van de steel met een duimlengte is deze weer in verhouding; iets dat straffeloos kan gebeuren aangezien de gildewetten na 1855 niet langer geldig zijn.
Een wonderlijke steelvariant zien we bij model 22 met de reeds genoemde, afwijkende lengte van 21½ duim. Over de reden van ontstaan van deze tussenmaat tasten we in het duister, maar dat het een recentere vinding is blijkt wel uit het feit dat deze pijp alleen een lengteaanduiding in centimeters heeft gekregen. Tussen de 21 duimer van 54 centimeter en de 22 duimer van 57 centimeter zou de 21½ duimer 55,5 centimeter moeten meten. Deze wordt echter geadverteerd als 56 centimeter. De maataanduiding in centimeters die Goedewaagen hanteert is dus wat misleidend. Ook elders in de catalogus sjoemelt de fabriek wel eens met de lengte. Voor de consument was dit minimale verschil blijkbaar niet belangrijk.
Kwalitatief kunnen de lange pijpen van dat moment nog goed mee, al wordt het glaaswerk sinds de negentiende eeuw wel minder zorgvuldig uitgevoerd waarmee de glans van de pijpen inboette. De zeven maatpijpen verschillen zichtbaar van elkaar: in kwaliteit van porcelein naar gewoon, in ketelformaat en ook in hielmerk. Kleipijpen met een middelkop blijken maar een derde zo populair als de grootkop. Een curiositeit is model 14 met omgezette ketel op dezelfde maatlengte, zij zorgt voor de broodnodige variatie bij het lange werk. Onverwacht is dat tijdens de Eerste Wereldoorlog de grootkop pijp zo goed verkoopt, terwijl de import van tabak toch gestagneerd zal zijn geweest. De kleinkoppen komen in 1917 niet meer in productie. Natuurlijk kan hier van een tijdelijke gril sprake zijn.

Verreweg het meest gevraagd is dus de grootkop. Model 212 is de porceleine grootkop gekroonde ES met een verfijnde afwerking, het is de beste soort maatpijp. Vanzelfsprekend gaat het nog altijd om een kleipijp, de aanduiding porceleine is een kwaliteitsaanduiding. Hier is het glaaswerk het meest zorgvuldig. De tegenhanger van mindere kwaliteit is de grootkop gekroonde TM, 22 duimer (model 334). Het kwaliteitsonderscheid van afwerking - ofwel porcelein versus ordinair - is nog altijd een belangrijke prijsbepaler door het verschil in arbeidsinzet. Onverwacht is dat naast de grootkop (model 334) (afb. 7) ook een grootkop kromkop (model 341) wordt gemaakt (afb. 8). Het betreft een pijpmodel dat in de negentiende eeuw nooit werkelijk populair is geworden, maar nu blijkbaar beter scoort.
Bij de lange pijpen reflecteert het hielmerk nog altijd de kwaliteit en daarmee het aanzien van de pijp. Het merk ES gekroond, zo zagen we al, staat voor de beste kwaliteit. Merk TM gekroond betekent goed maar iets minder fijn terwijl het merk IWI nog weer een fractie eenvoudiger is. Op het zwaartepunt van de pijpensteel lezen we op alle pijpen de fabrieksnaam samen met de vestigingsplaats. Dat steelopschrift is gestempeld in intaglio en is vanaf 1890 de gebruikelijke wijze van productadvertentie. Doorgaans wordt dit nog overgeplakt met een papieren etiket waarop de fabrieksnaam en plaats van herkomst. Wanneer dit etiket wegslijt wordt het intagliostempel weer zichtbaar. De fabrieksnaam laat zich dus niet uitwissen.
Al bestuderend laten de zeven geproduceerde modellen nog een tweestroom zien, namelijk die van standaard gevraagde pijpen versus producten aangemaakt om de voorraad aan te vullen. Aan de hand van de productiecijfers kunnen we dus vaststellen welke lange pijpen de mode bepalen, terwijl de andere soorten marktaanvullend zijn. Deze laatste soorten worden slechts incidenteel geleverd en hoeven dus slechts met intervallen te worden gemaakt. Het kwam al ter sprake dat een productietijd van twee weken altijd bedoeld was ter aanvulling van de voorraad. Bij het lange werk zijn in 1917 van de zeven geproduceerde modellen vier voorraad aanvullend. Aangezien deze vier soorten bij kleine partijtjes worden besteld, volstaat het om ze slechts twee weken achtereen in productie te nemen. Steeds wordt een aantal van 35 gros gemaakt, voldoende om drie tot vijf jaar uit voorraad te kunnen leveren. Wanneer de persvormen elkaar afwisselen komen over de tijdsspanne zo’n vijf jaar alle lange vormen een keer in gebruik.
De drie veelgevraagde soorten blijven veel langer in productie. Gesteld dat de vier langzaam verkopende pijpen ieder twee weken worden gekast, dan blijven er 46 weken over voor het kasten van de drie goedlopende modellen. Dat over de tijd de modellen qua intensiteit wisselen heeft uiteraard met tijdelijke verkoopgrillen te maken. Die curve is onverwacht en niet voorspelbaar. De populariteit van model 334 laat zien dat de belangstelling van de kleinkop via de middelkop naar de grootkop was verschoven. Zo sterk overigens, dat de kleinkoppen zoals al opgemerkt in 1917 zelfs niet meer in productie komen.
Dat in 1917 bepaalde modellen niet meer gemaakt worden, betekent zeker niet dat zij niet leverbaar zijn. Zo ontbreken in de productiestaat pijpen met een reliëfversiering, de zogenaamde gesneden decoratie. Hierin is weinig omloop, hetgeen ook blijkt uit het feit dat zij standaard per half of kwart gros worden verkocht, terwijl de gladde maatpijpen niet anders dan per gros geleverd worden. Wel is de versierde pijp nog altijd een toegift op een gros betere lange pijpen, tenminste wanneer het om een traditionele Hollandse klant gaat. Het prestigieuze bovenmaatse werk is in 1917 definitief verdwenen, daarvan is de productie niet langer rendabel. De bovenlange pijp wordt ook na de Eerste Wereldoorlog niet meer gemaakt, terwijl de fabrikant de omzet in deze soorten ook niet meer stimuleert. Geleidelijk is de winstmarge op de productie hiervan zover is teruggelopen dat de lange pijp zelfs een toelegger is geworden. Zij blijven bij een groot bedrijf als Goedewaagen gewoon op de voorraadzolders staan, al dan niet bij complete grossen.
Hollands kort werk
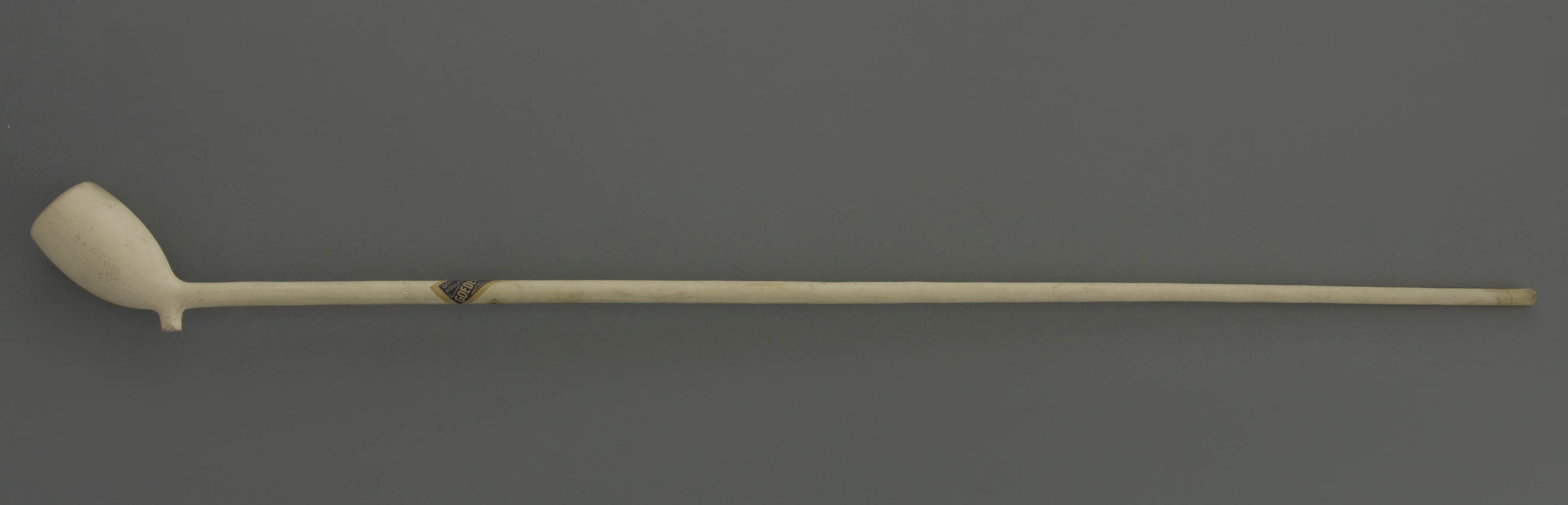
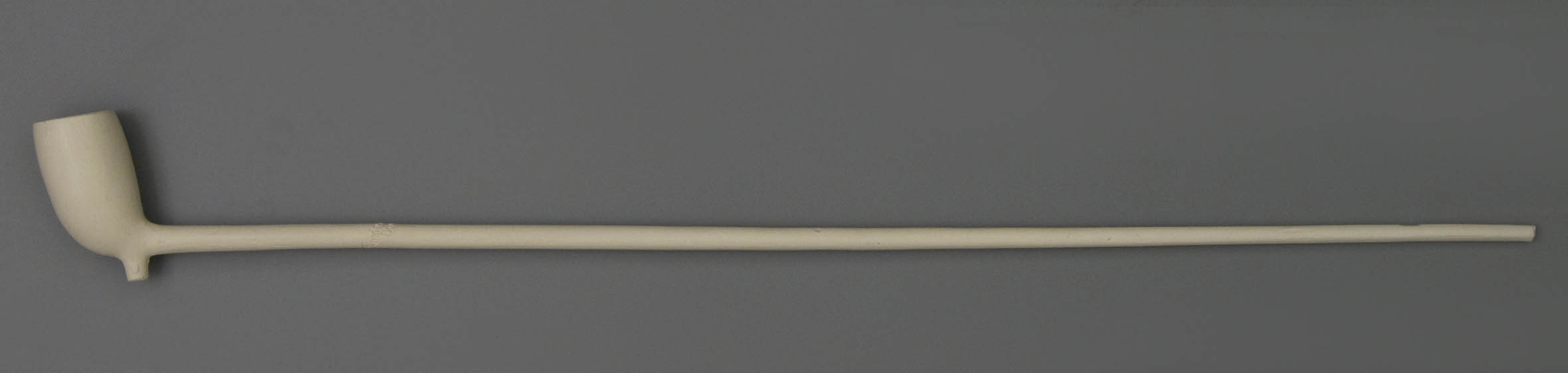
Bestemd voor het binnenland, maar ook voor België zijn moderne pijpmodellen die de gangbare smaak van de roker reflecteren. Dit goed dient als dagelijkse gebruikspijp en is de belangrijkste pijler in het commercieel functioneren van de fabriek. Het gaat in deze tijd om hielloze producten, zogenaamde doetels en bekers die qua ketelinhoud en steellengte variëren. De befaamde doetel 312 is de meest populaire uit deze reeks en is de enige pijp die alle weken van het jaar in productie is (afb. 9). De pijp heeft een ruime rechtopstaande ketel en wordt in een aantal van maarliefst 2.405 gros ofwel ruim 346.000 stuks gemaakt. De bodem van de ketel is nog volgens traditie van een hielmerk voorzien, in dit geval het merk IWI en ook het keteloppervlak wordt nog geglaasd. Een luxe variant hierop is de gemonteerde doetel (model 214). Bij deze pijp is het steeleind korter afgesneden om van een cilindrisch blikje met een caoutchouc mondstuk te worden voorzien. Het is de deftige variant voor de traditionele kleiroker. De gemonteerde variant heeft een veel minder hard mondstuk dan de kleisteel waardoor deze pijp comfortabeler te roken is. Met een jaarproductie van 88 gros staat deze gemonteerde pijp sterk in de schaduw van de gewone doetel. Van de korte doetel 170 maakt Goedewaagen 1.621 gros. Zij is de handzame variant op de lange doetel en is eerder voor de handwerksman dan voor de kantoorklerk bestemd.


Een pijp met een kleinere ketel luistert naar de naam beker of leliekopje (model 113), bijna gelijkvormig aan de ruime doetel maar nu met een nauwere ketel (afb. 10). Hiervan wordt in 1917 1.500 gros gemaakt. Bovenstaande korte onversierde pijpmodellen boeken jarenlang voortgaande verkoop. Zij zijn vrijwel tijdloos en voor de gebruiker zeer praktisch. Interessant is de verhouding tussen de gangbare pijpen en het maatse en bovenmaatse werk uit de vorige paragraaf. Bij vergelijking blijkt dat van de gangbare korte soorten in 1917 tien maal zo veel pijpen worden geperst! Overigens is dit korte werk in de productie natuurlijk veel sneller te maken en dat blijkt ook uit het stukloon dat daarvoor wordt betaald. Door snellere productie kon de kaster toch hetzelfde salaris bereiken.
Hollands kort
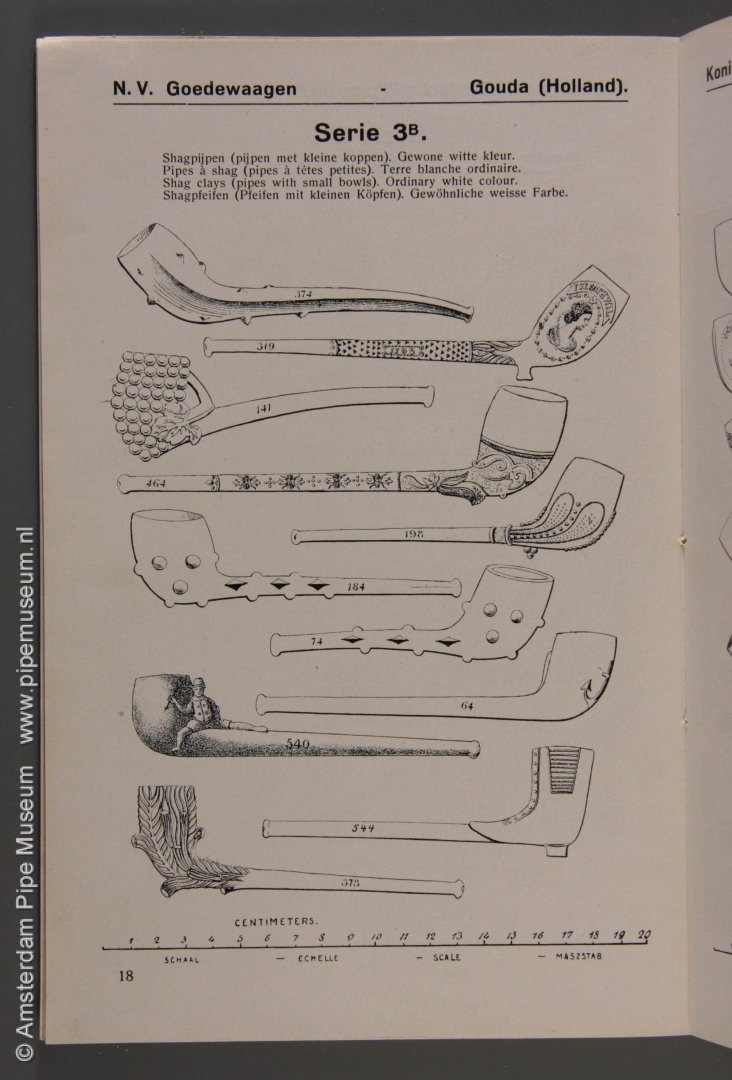
Andere meer tijdgebonden modellen zorgen voor de variatie in het assortiment. Modisch bij de korte pijp is de zogenaamde sportpijp, een kleipijp met een moderner voorkomen, geïnspireerd op de machinaal vervaardigde bruyèrepijp die vanaf de jaren 1870 op de markt is. Dikwijls worden deze pijpen voorzien van een gelakte imitatiehouten afwering om het voorbeeld beter te imiteren en er luxer uit te zien. Tijdens de Eerste Wereldoorlog ontstaat hiervoor hernieuwde belangstelling vanwege het gebrek aan goedkope geïmporteerde houten pijpen. Deze look-alike briar komt het beste tot zijn recht in gebruinde uitvoering, doch zij werden ook in witte en rode klei geleverd. Uit het onderhavige lonenboek blijkt de afwerking echter niet. Daarvoor diende de administratie van de afwerkerij, want het lakken en branden vond op een andere afdeling plaats.


Tot de moderne ontwerpen behoren de auto (model 586) en de gramophoon (model 627), twee stevige korte pijpmodellen die pas in de twintigste eeuw zijn geïntroduceerd. De uit dezelfde tijd stammende tuf tuf (model 614) blijkt gezien het geproduceerde aantal in 1917 zijn belang te hebben verloren. Met de komst van modernere kleipijpen verdwijnen de gevestigde soorten geleidelijk. Zo vermindert bijvoorbeeld het aanzien van de shagpijp, de kleipijp met de kleine kop bestemd voor tabak met een fijnere snede. In de periode tussen 1850 en 1900 was dit een populair artikel voor de met natuurlijke aroma’s op smaak gebrachte tabak. De twintigste eeuwse roker verruilt deze kleingekopte pijpen voor luxere exemplaren van hout of meerschuim. Een ander alternatief en wat goedkoper is de moderne doorrokerpijp, een concurrerend artikel uit de eigen fabriek.
Overige productgroepen
Naast kleipijpen voor de standaard roker zijn er in 1917 nog onverwachte pijpmodellen in de maak. Dat zijn geen bijzondere nieuwe vindingen want daarvoor is tijdens de Eerste Wereldoorlog nauwelijks investeringsruimte. Wel zien we de terugkeer van verouderde modellen waarvan je geen nieuwe oplage zou verwachten. Zo is het verwonderlijk dat de beide bekermodellen met de Dorni-teksten op de steel, de Twentsche Dorni (model 134) en de Amerikaansche Dorni (model 304) nog worden geproduceerd. In de negentiende eeuw waren deze pijpen ongekend populair, zowel in de oostelijke grensstreek van ons land als voor export naar Amerika.[10] Anno 1917 zou je echter niet verwachten dat daarvoor nog klanten zijn. Beide modellen zijn twee weken in productie met respectievelijk 18,1 en 14,3 gros. Hoogst onverwacht worden deze pijpen op de ketel nog van het dan bijna vergeten merk trompetter voorzien. Dit merk wordt voor geen enkel ander model gebruikt.
Onverwacht is ook de productie van de coloradokever platpunt (model 48), een gelegenheidspijp in de jaren 1870 door Bartholomeus van der Maas geïntroduceerd.[11] De persvorm kwam in 1880 in bezit van de firma P. Goedewaagen & Zoon. Zelfs de naam van dit pijpmodel is vreemd, het is namelijk geen platpunt maar een doetelknoop, een model dat ook beter aansluit bij de periode van ontstaan. Echte platpunten die we in 1917 als te zeer verouderd veronderstellen, worden ook nog geproduceerd. De catalogus vermeldt ze in een aparte serie die wat goedkoper in de markt wordt gezet. Het lijkt erop dat Goedewaagen de persvormen van deze verouderde modellen voor voordelige assorti leveringen aan het opslijten is.


Naast de coloradokever zijn nog zeven andere platpunten in productie. Het gaat om de lange meloenplatpunt (model 167), ankerplatpunt (model 169), hondenplatpunt (model 279), rozen isabé (model 331), sportplatpunt (model 336), lelieplatpunt (model 360) en paarlplatpunt (model 407). Ook in deze reeks bevinden zich twee exemplaren (model 279 en 360) die niet aan de definitie platpunt voldoen. Bij alle platpunten geldt een productietijd over twee weken, waarbij de oplages steeds rond de 34 gros liggen. Ook hier zien we dat het aantal grossen per week hoog ligt omdat deze pijpen snel te persen zijn. Alleen van de modernere lelieplatpunt wordt een dubbele hoeveelheid gemaakt, de strakkere uitstraling van dat model maakt de pijp voor reguliere verkoop geschikter.
Een andere voorraad die aanvulling vraagt is die van de figuurpijpen. In 1917 worden vier modellen bijgemaakt, namelijk gekwetste militair (model 213), roi du Congo shag (model 346), zeekapitein (model 369) en met een dierenafbeelding de zwijnskopfiguur (model 105). Ook hier loopt de productie steeds over twee weken en gaat het om een standaardoplage van rond de 33 tot 35 gros. Hetzelfde geldt voor pijpen met een eenvoudige versiering die assorti geleverd worden, ook die vult men in 1917 aan. Weer betreft het productieperiodes van twee weken met een voorraadaanvulling van rond de dertig gros ofwel steeds een kleine 5.000 exemplaren ieder. Als we ook hier bedenken dat zo’n voorraadaanvulling enkele jaren mee ging, dan komen alle persvormen van deze soort om de paar jaar weer aan de beurt.

Tijdens de Eerste Wereldoorlog zijn sigarenhouders nog onverminderd in vraag. Toch is ook hierin sinds 1870 van een voortdurende terugloop sprake. Joyeuze figuratief versierde sigarenhouders van klei zijn niet langer geliefd. De consument kiest eerder voor eenvoudige strakke exemplaren. De Spaansche sigaar (model 248) en de Fransche beker sigaar (model 283) zijn daarvan mooie voorbeelden. De stadhuissigaar (model 289) is een compromis tussen strak maar nog wel met een reliëfje erop (afb. 11). Aansluitend op de strakke modelijn verschijnt het tipmodel, een recht toe recht aan sigarenhouder gemaakt naar voorbeelden van meerschuim met een barnsteen mondstuk. Deze in klei uitgevoerde pijpen zijn een wat armoedig antwoord op de luxe voorbeelden die soms zelfs met een heus gouden bandje werden afgewerkt om de roker aanzien te geven. De tegenhangers van klei worden tussen 1895 en 1900 geïntroduceerd. Bekende modellen zijn de korte barnsteensigaar (model 257) en de korte cilindersigaar (model 76) (afb. 12). Niet lang na 1917 wordt voor de productie van deze simpele pijpen een speciale machine geïnstalleerd.
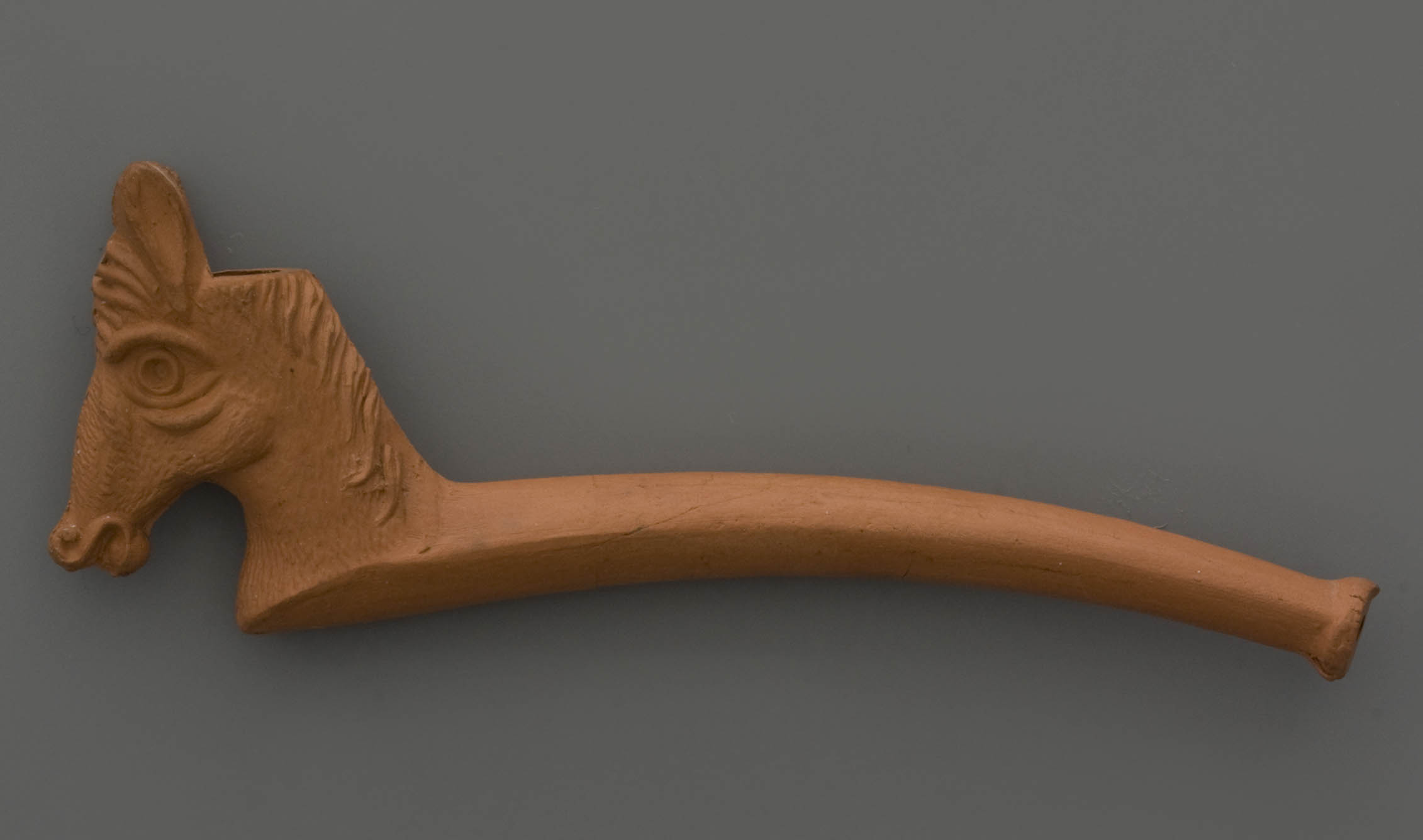
Tenslotte zijn er de sigarettenpijpjes. Zij komen vanaf 1898 in het assortiment voor, maar worden pas in de twintigste eeuw echt mode. Traditionele modellen in de trant van de sigarenhouder hebben een ovale ketel zoals de Goudsche sigaret (model 356) of een kromkop, officieel Hongaarse sigaret (model 583) geheten. Het is opmerkelijk te zien hoe de vocabulaire van deze pijpen voortborduurt op de negentiende eeuwse pijpennamen. Ook andere standaard tabakspijpen worden uitgevoerd als sigarettenhouder door het formaat simpelweg te verkleinen. Gedecoreerde voorbeelden zijn de wortelkop sigaret (model 364) of de doorn-voetbalsigaret (model 665). De laatste is de meest recente pijp uit de productiestaat van 1917. Flamboyant en vooral een curiosum zijn de vischsigaret (model 657) en de paardenhoofdsigaret (model 656), beide in 1915 in productie gekomen (afb. 13). Het belang van de sigarettenpijpjes spreekt uit het gegeven dat er in 1917 maarliefst 8 modellen in productie zijn in een totale oplage van ruim 41.000 exemplaren. Vergeleken bij de productie van de lange pijpen ligt dat op de helft! Uiteraard is er wel een belangrijk verschil in marktwaarde.
Exportgoed
De tweede pijler van de Koninklijke Goedewaagen is de productielijn voor export. Het gaat om korte steelpijpen die eenvoudig te maken zijn. De zogenaamde machinale fabriek die hiervoor was opgezet, is al zijdelings genoemd. Toch worden deze soorten overwegend op de traditionele wijze gekast. Exportpijpen zijn goedkoop en hebben een eenvoudig ketelmodel met snijfilt. Dat wil zeggen dat de ketelopening met een mes glad wordt afgesneden en niet verder wordt afgewerkt. De steel is doorgaans iets dikker. Hoewel voor deze pijpen iets meer klei nodig is, kan het kastwerk en tremwerk sneller worden verricht. Met weinig meer materiaalkosten wordt dus aanzienlijk op de tijd bespaard en zo veroverde Goedewaagen een concurrentiepositie op de internationale markt. Exportpijpen zijn dus niet verfijnd en nooit geglaasd, maar als massagoed blijken zij uitstekend verhandelbaar. Zij staan daarmee lijnrecht tegenover de kleipijpen voor rokers in Nederland en Vlaanderen met hun gebotterde ketelopening en veelal geglaasde oppervlak.
Export pijpen
| model | naam | weken | aantal gros | stuks | |
| 62 | export TD | 36 | 1.094,0 | 157.536 | |
| 126 | sportpijp met vierkante steel | 12 | 476,4 | 68.672 | |
| 184 | lange matrozenbilliard | 2 | 127,4 | 18.416 | |
| 276 | kleine gebogen Duitscher | 45 | 4.863,2 | 700.336 | |
| 296 | mandjesshag | 6 | 95,2 | 303 | |
| 318 | handjesshag | 9 | 304,2 | 43.840 | |
| 342 | meloenshag | 32 | 1.267,2 | 182.512 | |
| 373 | boomtakshag | 2 | 49,2 | 7.120 | |
| 408 | shag-belleblaaspijpje | 2 | 84,0 | 12.096 | |
| 421 |
pukkelshag |
32 | 946,4 |
136.352 |
|
| 432 |
geribde shag |
3 | 53,2 |
7.696 |
|
| 464 |
bloemsteelshag | 28 | 1.561,4 |
224.912 |
|
| 572 |
kleine rechte rand Duitscher |
9 | 357,1 |
51.440 |
|
| 595 |
Engelsche- en Belgische vlag |
4 | 194,3 |
28.032 |
|
| 597 |
export mandjesshag |
2 | 61,1 | 8.816 |
|
| 616 |
export langsteel nummer 71 |
30 | 1.172,3 | 168.864 | |
| 627 |
gramophoon |
29 | 854,2 |
123.040 | |
| Totaal | 13.562,3 |
1.952.928 |
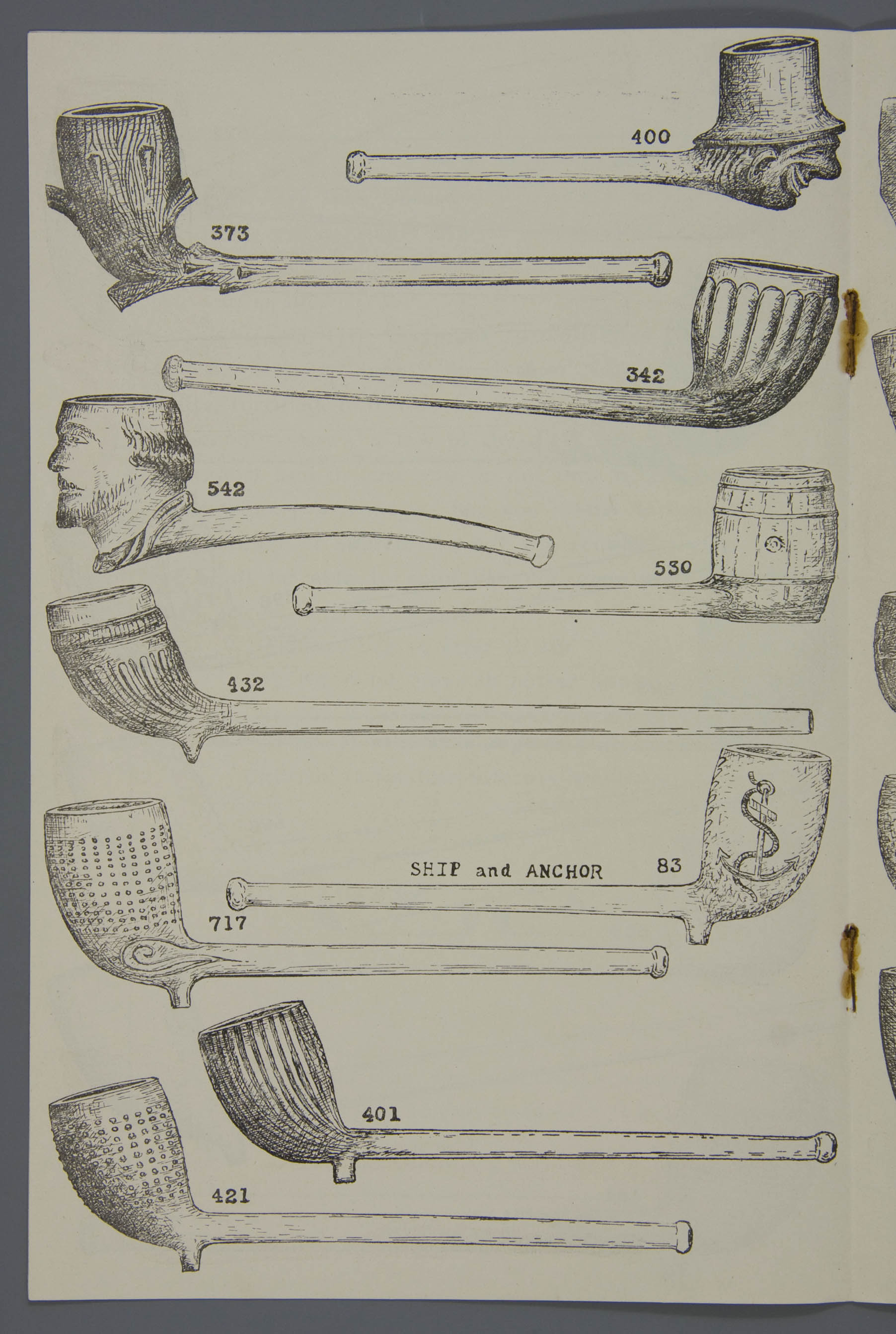
De verkoop van dit exportmateriaal geschiedt vooral naar Afrika waar zij populair is langs de westkust in Sierra Leone, Togo, Lagos, Ghana, Nigeria en Burundi.[12] Er is geen sprake van rechtstreekse handel, het leeuwendeel van de exportpijpen wordt namelijk in opdracht van de firma Van Geelkerken uit Londen gemaakt. Van Geelkerken verstrekte zijn klanten zelfs een door Goedewaagen gedrukte catalogus waarin een afgeslankt aantal pijpmodellen specifiek voor export, om precies te zijn 34 stuks (afb. 14). Frappant is dat de helft van deze pijpen uit die catalogus in de productiestaat van 1917 voorkomen, bijna alle in forse aantallen gemaakt met een totaal van 13.562 gros. Dat komt neer op gemiddeld een kleine 800 gros per model. Dat de werkelijke cijfers anders liggen, is natuurlijk logisch. Tussen de bestseller van bijna vijf duizend gros en de kleinste oplage van nog geen 50 gros zit een geweldig verschil!
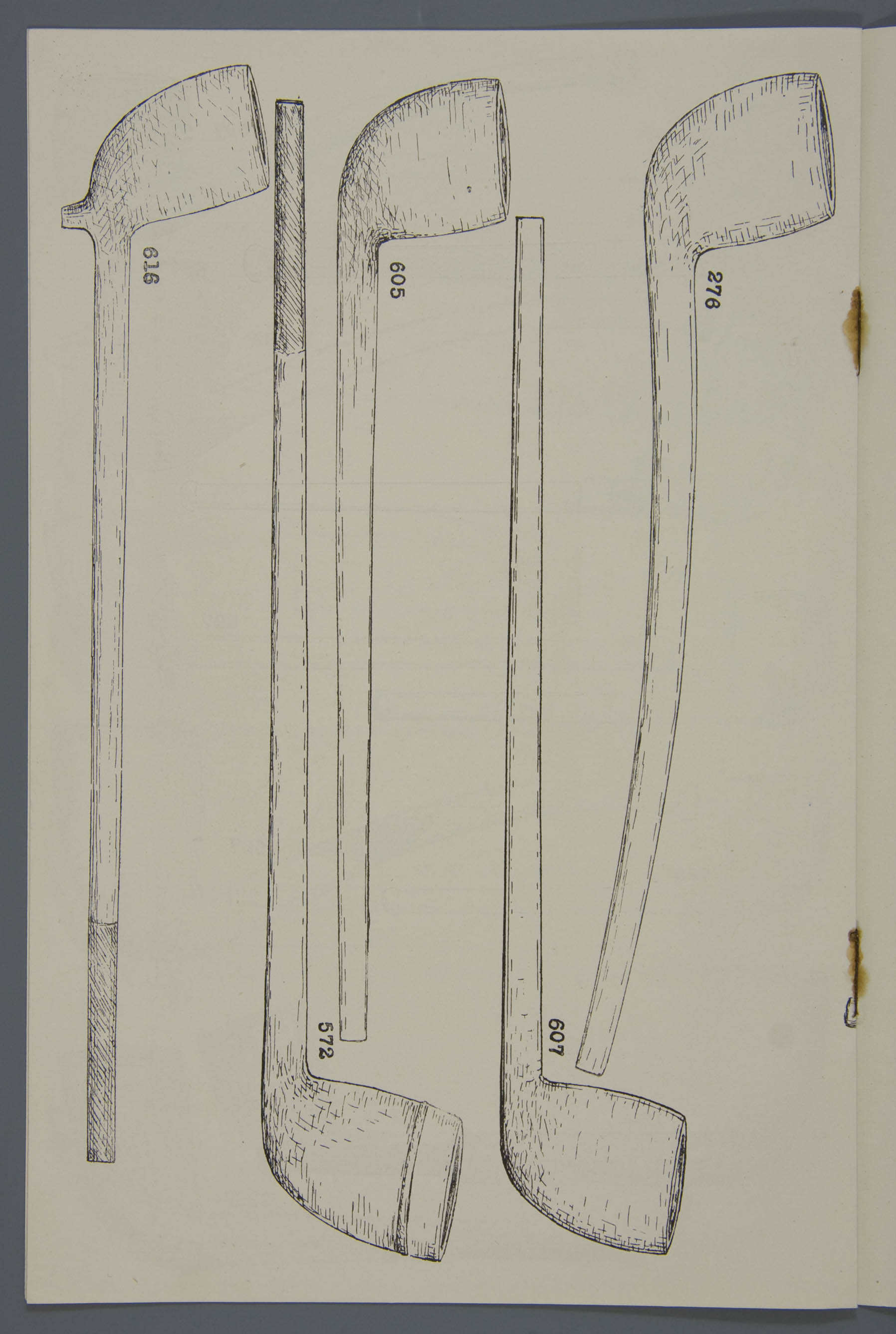
De totale buitenlandse verkoop ligt op ruim het dubbele van de binnenlandse afzet. Veruit het hoogste productiecijfer behaalt de zogenaamde kleine gebogen Duitscher (model 276), een pijp met een positie vergelijkbaar met de doetel voor de binnenlandse markt (afb. 15), respectievelijk 38 procent en 42 procent van het totale aantal van die categorie. Met een lagere, wijdere ketel die wat vormeloos is en een wat dikkere steel is deze pijp de eenvoud zelve. De grove vormgeving wordt vooral benadrukt door de reeds besproken glad afgesneden filt. Van dit model worden 4.863 gros ofwel ruim 700.000 pijpen gemaakt. De gehele productie is bestemd voor export, voor de Europese roker is deze kleipijp kwalitatief ondermaats.

De TD exportpijp (model 62) met zijn kromkop ketel en merk aan de steelzijde van de ketel staat met 1.094 gros ofwel ruim 157.000 pijpen op de vijfde plaats (afb. 16). Dit pijpmodel is vooral in de Verenigde Staten geliefd. Of de export in 1917 nog naar Amerika gaat is onduidelijk. Van grotere luxe is de bloemsteelshag (model 464), een reliëfpijp die veel van de Franse Marseillaise weg heeft en binnen de categorie export op de tweede plaats staat (afb. 17). De benaming van deze pijp is in twee opzichten onverwacht: de bloemendecoratie bevindt zich vooral op de ketel, terwijl het ruime ketelformaat voor shag bepaald niet geschikt is.

Het gedecoreerde goed in deze categorie betreft overwegend eenvoudige vormvolgende decoraties als een mandje of korfje, knorren, ribben of stippels. Van de zeventien in 1917 geproduceerde exportmodellen zijn er elf gedecoreerd ofwel zestig procent. Opmerkelijk is dat in de genoemde exportcatalogus de verhouding versierd en onversierd gelijk is. Daarnaast vinden we in de catalogus nog twee bescheiden portretpijpen met korte steel (model 400 en 542) en een pijp met de ketel in de vorm van een kippenkop (model 581). Die meer opmerkelijke pijpen komen in 1917 echter niet in productie.[13] Zij liggen kennelijk nog op voorraad. Hetzelfde geldt voor de Duitschers afgebeeld in de exportcatalogus. Van de vijf te leveren exemplaren wordt alleen het befaamde model 276 in dat jaar geproduceerd.
Wanneer we bedenken dat Koninklijke Goedewaagen in 1917 ruim vier miljoen pijpen vervaardigde, dan maakt de omzet van een kleine twee miljoen exportpijpen bijna de helft van de jaarproductie uit. Helaas is juist dit exportsegment minder winstgevend omdat deze orders voortdurend onder grote prijsdruk staan. De fabrikant was zich er echter van bewust dat deze grote bestellingen toch winst opleverden en bovendien de bekendheid van de fabriek stimuleerden. Tevens probeerde men de werkgelegenheid in stand te houden, ook als er minder te verdienen viel.
Het vormenbezit versus de geproduceerde pijpen
Het vormenbezit van Koninklijke Goedewaagen omvat anno 1917 minimaal 665 modellen, die ieder een eigen modelnummer c.q. vormnummer hebben. In de reeks is vrijwel ieder nummer ingevuld, met uitzondering van vier nummers onder de honderd die corresponderen met cijfermerken door een andere Goudse pijpenmaker gezet. Dit is een overblijfsel van een negentiende eeuwse afspraak toen het belang van het pijpenmakersmerk nog groot was. De oningevulde nummers, de getallen 30, 37, 54 en 96, waren alle als merk in bezit van de firma P. van der Want Gzn., die zijn rechten op deze cijfermerken krachtig liet gelden. Hoewel Van der Want die merken in 1917 al lang niet meer gebruikte, heeft Goedewaagen de nummers altijd vrijgehouden. Wat dat betreft volgt de fabrikant zijn collegiale afspraak van een generatie eerder stipt. Verder is om onduidelijke reden model 516 niet ingevuld en dat is ook later nooit gebeurd.
Uit het lonenboek van 1917 blijkt dat in dat jaar in totaal 118 vormnummers in gebruik zijn, hetgeen neerkomt op twintig procent van het totale bezit aan persvormen. De modelnummers lopen van 10 tot 665. Per honderdtal constateren we een verschil aan gebruikte vormen. Onder het nummer 200 bevinden zich verhoudingsgewijs veel oude persvormen, waaronder veel lang werk dat nog maar beperkte vraag genoot. Bij die laagste vormnummers worden respectievelijk 18 en 16 procent van de honderd vormen gebruikt. De 200 en 300 reeksen worden verhoudingsgewijs vaker aangesproken; hier scoren de in omloop zijnde persvormen met respectievelijk 20 en 31 procent het hoogst. De laatste groep, de 400 tot 600 series bevatten veel atypische pijpmodellen zodat zij weer minder intensief gebruikt worden. Onder de hogere nummers bevinden zich bijvoorbeeld talloze vormen die van andere makers zijn overgenomen en waarvan de pijpen vaak minder goed in het assortiment passen of doublures zijn. Hier ligt de omloop slechts op 10, 14 en 8 procent. Het zeshonderdtal eindigt om een andere reden extra laag omdat het hoogste vormnummer in 1917 op model 665 ligt. Het laatste derde deel van dit honderdtal is dus nog niet ingevuld, waardoor de gemelde acht procent in feite als twaalf gelezen zou moeten worden.
Uit de productiestaat van 1917 blijkt dat Koninklijke Goedewaagen met tien pijpmodellen dus 60 procent van haar omzet draait, terwijl met vijftien modellen zelfs 75 procent van de omzet bereikt wordt. Daarmee lijkt het bezit van meer dan 600 verschillende persvormen wellicht een overbodige luxe. Dat is het zeker niet. Zij dienen hun doel als assortimentsverbreding, noodzakelijk om de status van de fabriek te onderstrepen. Slechts een heel klein aantal persvormen wordt niet meer voor productie gebruikt. Dat betreft gedateerde voorstellingen en producten die een hoog percentage aan uitval geven. De portretpijp van koning Willem III (model 224) is een voorbeeld van het eerste, het masker van een bebaarde man (model 277) is een voorbeeld van het tweede. Er is dus zeker geen sprake van een slechte investering in productiemateriaal zoals we lang gedacht hebben. Eerder is het grote vormenbezit een logisch gevolg van de werkwijze van de fabriek. Al functionerend groeit het aantal persvormen geleidelijk. Nieuwe pijpontwerpen worden bedacht en uitgeprobeerd, verder worden vormen voor speciale opdrachten gemaakt. Ook van bedrijven die hun deuren sluiten worden pijpvormen overgenomen, niet in de laatste plaats om te voorkomen dat de concurrent hiermee gaat werken. Zo groeit het gereedschapbezit min of meer automatisch en omdat de financiële basis van Goedewaagen solide is, hoeft men geen persvormen voor de koperprijs van de hand te doen zoals bij andere fabrieken meermalen gebeurde.
Wat betreft de productie in 1917 kunnen we ook nog kijken naar wat in dat jaar niet gemaakt is: dat zijn nog heel wat modellen. Extreem voorbeeld is de 37 duims pijp, het prestigeproduct van de fabriek en de andere bovenmaatse pijpen. Vanwege de hoge moeilijkheidsgraad zijn er dan nog amper kasters die dit artikel kunnen maken. Slechts bij mondjesmaat worden die pijpen vanuit de oude voorraad geleverd, maar de reguliere distributie naar de detaillist is al jaren eerder gestopt. Ook andere soorten die we in het lonenboek kunnen verwachten ontbreken in 1917. In veel gevallen betreft dat overigens pijpen die in dat jaar niet geperst zijn maar later wel weer aan de beurt komen. Voorbeelden daarvan zijn de figurale portretkoppen die in 1917 niet gemaakt worden, alhoewel het bekend is dat de Abrahamskop (model 204) in 1918 wel weer geperst wordt.
Wanneer we een vergelijking maken tussen de geproduceerde waar anno 1917 en dat afzetten tegen het assortiment in de dan gangbare catalogus van Koninklijke Goedewaagen leggen we bloot hoe de fabriek werkelijk functioneerde. In 1917 wordt catalogus 6, uitgegeven in het jaar 1912, nog volop gebruikt. Het handelsassortiment is zo onveranderlijk dat hiervan in 1924 zelfs nog een nieuwe, ongewijzigde druk zal verschijnen (afb. 18). Uit die beide catalogi blijkt dat de fabriek met een breed georiënteerd assortiment adverteert maar dat slechts een beperkt deel van de modellen bij grote oplages worden gemaakt. De catalogus laat ruim 440 pijpmodellen zien, terwijl er in 1917 maar 118 modellen geproduceerd worden. Wetend dat de vraag naar veel modellen gering was kan men de voorraad over vier à vijf jaar uitventen. Met die roulatiefrequentie komen de meeste persvormen zo toch geregeld in gebruik. Buiten productie blijven ongeveer vijftig pijpmodellen die wel in de catalogus staan afgebeeld, maar die om onbekende reden niet meer gemaakt zijn. De keuze om dat gedeelte van het vormenbezit niet voor productie aan te spreken, ligt bij de fabrikant. Hij streefde naar winstmaximalisatie en zorgde ervoor dat juist die modellen geproduceerd werden die het meeste profijt opleverden. In het spaarzame geval dat er toch een bestelling voor zo’n atypisch pijpmodel komt, is dat model toevallig uitverkocht of tijdelijk niet leverbaar.
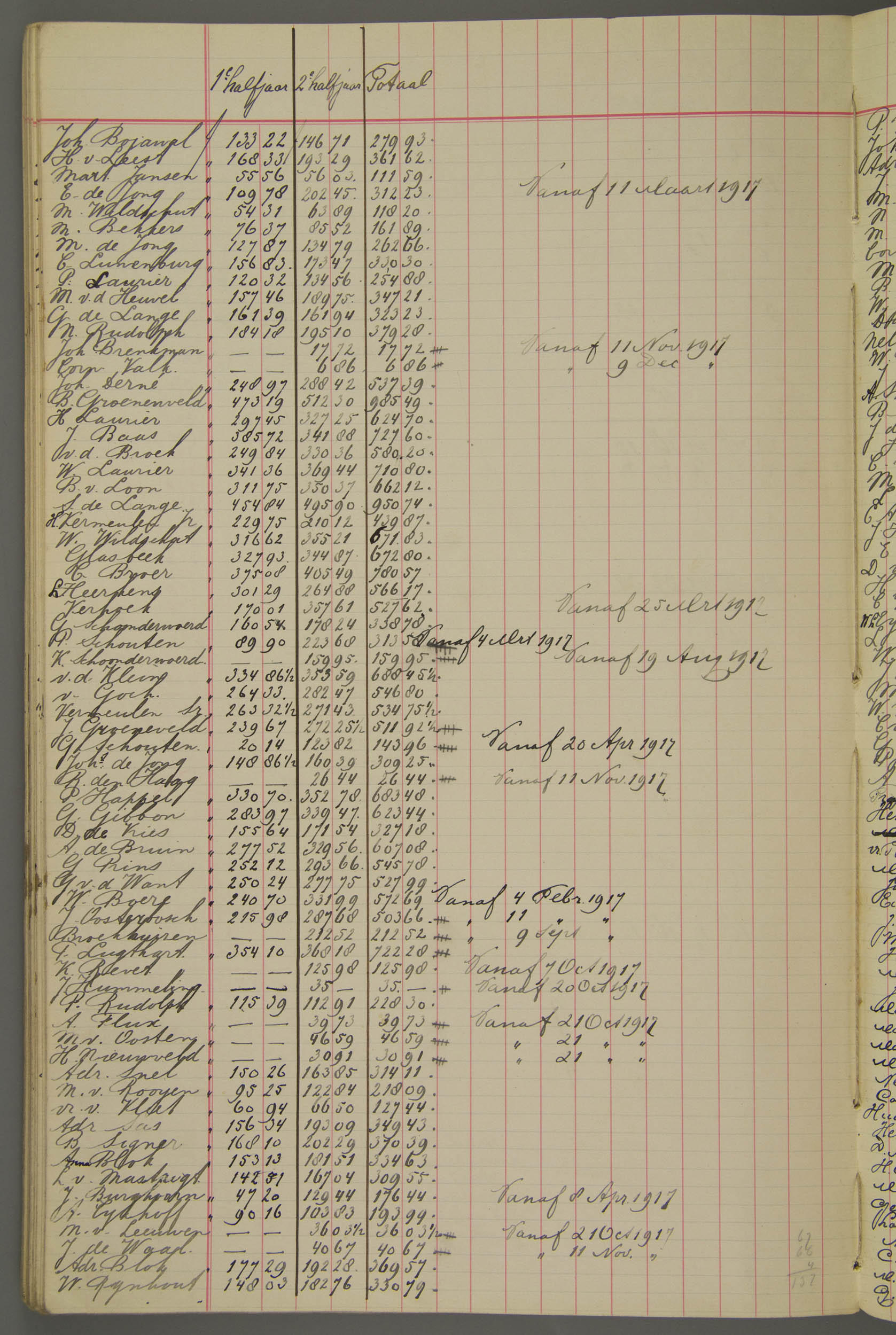
Het personeelsbestand
Achterin het lonenboek staat over twee pagina’s een lijst met het voltallige fabriekspersoneel (afb. 19). Waarom hier het totale personeelsbestand vermeld wordt is onduidelijk. De arbeiders worden aangeduid met hun achternaam, dikwijls met een voorletter of als dat nodig is zoals bij naamgenoten de toevoeging senior of junior. In de loop van het jaar 1917 krijgen sommige vrouwen een voornaam al lijkt dit bijna kleinerend. Helaas zegt die personeelslijst weinig over de identiteit van de arbeiders want het blijven anonieme arbeiders met een naam als onderscheid maar zonder enig eigen gezicht of een persoonlijk verhaal.
In 1917 werken er bij de Koninklijke Goedewaagen in totaal 137 mannen, vrouwen en kinderen. Daarvan zijn er 120 fabrieksarbeiders waarvan 70 kasters en tremsters. De overige vijftig personen zijn rolder, glaaster, volster of snolster of werken in de pottenbakkerij. Ook zij werken op stukloonbasis. Lieden in vaste dienst maar zonder specifieke taak zorgen voor het ondersteunende werk, het zogenaamde vloerwerk. Zij ontvangen een vast dagloon of werken op basis van uurtarief. Over het personeelsaantal in de machinale pijpenfabriek die al eerder ter sprake kwam, zijn we niet geïnformeerd. Verder is er ovenpersoneel en de werklieden van de pottenbakkerij inclusief de nieuw opgerichte afdeling voor de doorrokers. Buiten het fabriekspersoneel werken er mensen op het loonbureau aan de administratie en zijn er reizigers in dienst om de producten aan de man te brengen.
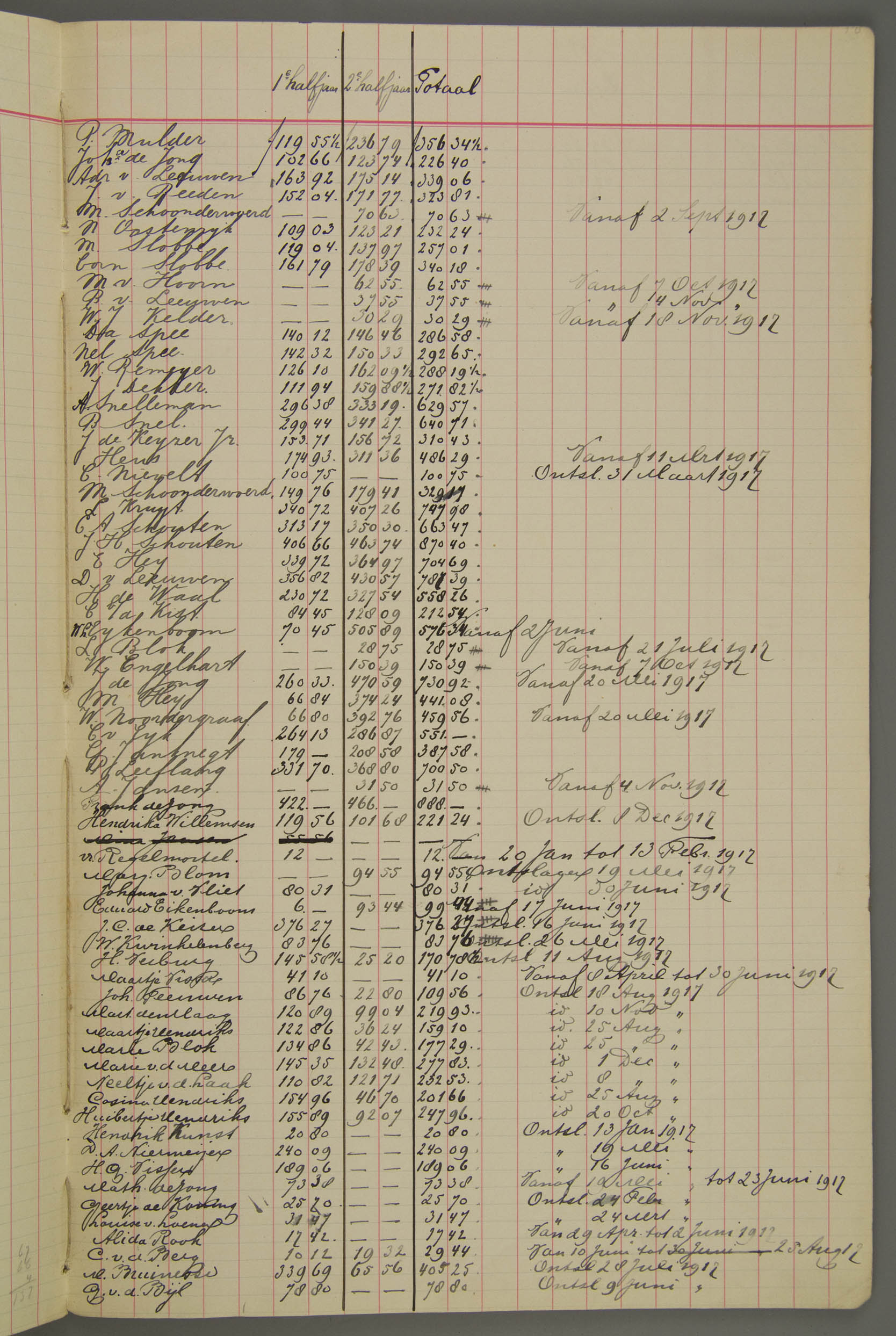
In het jaar 1917 worden 36 werknemers aangenomen terwijl er 27 personen ontslagen worden. Met name in de maanden augustus tot november vallen er behoorlijk wat ontslagen, vermoedelijk samenhangend met de oorlogssituatie en de daardoor gestagneerde omzet van pijpen. In die tijd verandert het aanzien van het product en daarmee wijzigt ook de arbeidsinzet en dus het personeelsbestand. Ondanks die ontslagen werken er aan het eind van het jaar 1917 negen personen meer dan aan het begin. Een verloop van 63 werklieden op een totaal van 137 personen is zeker groter dan verwacht.
Het personeelsaantal van Koninklijke Goedewaagen sluit min of meer aan bij de jaarlijkse enquête van de gemeente Gouda die over 1917 van een personeelstotaal van 117 personen spreekt.[14] Dat het personeel fluctueert is begrijpelijk. Onverwacht zien we dit vooral onder de vrouwen, volgens de gemeente zijn dat er in 1917 precies 50. Een jaar eerder, in 1916 ligt dit op 63, terwijl het jaar daarvoor weer 51 vrouwen bij Goedewaagen werkten. De reden van deze veranderingen ligt in kwaliteit van de gefabriceerde pijpen. Een beter afgewerkt product betekent een grotere inzet van vrouwen als tremsters en glaasters. Gaat de kwaliteit van het product achteruit, dan neemt het aantal vrouwelijke werknemers af. Overigens betekent dat ook een afname van de verkoopwaarde van het product. Deze fluctuatie in kwaliteit zit volledig in de levering van grote partijen pijpen, dus in de meest courante handel.
Op de kasterij van de Goedewaagenfabriek waarop het lonenboek betrekking heeft, werken gemiddeld achttien kasters. Per week fluctueert dat aantal, doorgaans zijn dit er 17 of 18 maar er zijn ook weken van 16, 19 of 20 kasters. Eén week werken er slechts 14 mannen. Het aantal tremsters is kleiner zodat je kunt vaststellen dat het kasten zo’n tien procent meer tijd vergt dan het tremmen bij dezelfde hoeveelheid pijpen. Het gemiddelde aantal tremsters ligt op 14 of 15, enkele weken wordt er 13 of 17 geschreven. Het aantal tremsters neemt gelijk toe en af met het aantal kasters, al is er geen strikt lineair verband. Zeker is dat bij hoge bedrijfsresultaten een maximum aantal personen aan het werk is.[15]
Van veel kasters is bekend dat zij Goedewaagen jarenlang trouw blijven terwijl zij in hun werk nauwelijks verandering te zien is. Tevredenheid en bestaanszekerheid is bij het fabriekspersoneel van groot belang. Andere lieden werken er maar kort, al is een arbeidscontract van twee jaar gebruikelijk. Wangedrag leidt tot eerder ontslag. Hebben werklieden een ander arbeidsethos dat niet met de fabrieksmoraal overeenstemt, dan vertrekken zij. Zij vinden hun weg naar andere bedrijven, al zijn er voor geschoolde pijpenmakers tijdens de Eerste Wereldoorlog nog maar weinig arbeidskansen. Ook de andere fabrieken moeten eerder werklieden ontslaan dan personen aannemen omdat ook daar gestremde afzetkansen gelden. Hoezeer de oorlogssituatie de omzet ook veranderd heeft, de fabrikant weet toch een balans in de geproduceerde en verkochte waar te houden. In 1917 wordt 38.190 gros pijpen gemaakt terwijl er 37.769 gros verkocht worden. Zowaar een knap staaltje van planning!
Lonen
Bij Koninklijke Goedewaagen onderscheidt men in 1917 vier categorieën kasters. De beste zijn de zogenaamde sterke kasters, verder spreekt men van middelmatige kasters en van kleine kasters. Tenslotte is er nog de vierde groep van jonge kasters of mannen die invalide zijn. Kasten mag vanaf veertien jaar, maar pas op achttien jarige leeftijd ontvangt de kaster het volle loon. De weeklonen van de kasters geven forse verschillen te zien, iets dat wortelt in de fysieke conditie van de werknemer en diens inzet. Een stevig doorwerkende kaster heeft een goed salaris, dat kan oplopen tot gemiddeld bijna 19 gulden per week. Daarmee ligt het jaarsalaris van zo’n sterke kaster op maximaal 985 gulden. Middelmatige kasters verdienen ongeveer 16 gulden per week en de zogenaamde kleine kasters ontvangen rond de 12 gulden wekelijks. De minst gesalarieerden hebben een weekloon van 5 tot 10 gulden. Onverwacht is het grote verschil aan loon bij hetzelfde beroep, want de sterkste kasters verdienen bijna het dubbele van de laagst gesalarieerden. Overigens is het lastig te beoordelen of werklieden een volle werkweek op de fabriek gezeten hebben of dat men elders geld bijverdiende, want ook dat is niet ongebruikelijk. Het niveau van het salaris wordt voor een belangrijk deel door het regelmatig doorwerken bepaald, al is daarvan lang niet altijd sprake. Het fenomeen pijpemakersmaandag, waarmee een laag tempo van werken aan het begin van de week bedoeld wordt, brengt de weekproductie vaak fors naar beneden. Door het systeem van stukloon heeft dit primair gevolgen voor de arbeider.
Twee kasters heb ik gevolgd om inzicht in hun loonsniveau te krijgen. Kaster De Lange is een sterke kaster en verdient jaarlijks zo’n 950 gulden. Toch fluctueert zijn weekproductie en dus zijn salaris voortdurend met een gemiddelde boven de 17 gulden, maar met uitersten tussen de 10 en 27 gulden. Johannes Derne is een minder succesvolle, zogenaamde kleine kaster. Zijn salaris ligt tussen de 3 en 15 gulden per week, met een gemiddeld weeksalaris net boven de 10 gulden. Diens jaarsalaris komt iets onder de 550 gulden uit. Hoe het komt dat de lonen zo sterk fluctueren, valt niet te verklaren. Je zou verwachten dat een normaal doorwerkende kaster wekelijks met ongeveer hetzelfde bedrag naar huis gaat. Dit blijkt dus niet zo te zijn.
Een belangrijk inzicht in de productieomvang van het personeel levert een aantekening uit 1918. Dan wordt voor de kasters een maximale productie vastgesteld. Er zijn drie stappen ofwel drie categorieën. Van de beker en de doetel mogen wekelijks maximaal 35 gros gemaakt worden. Shagpijpen ofwel de tweede soort ligt op 40 gros, terwijl van de derde soort maximaal 47 gros per week gemaakt mogen worden. Het is een maatregel om bij een gestremde verkoop het personeel in dienst te houden, al gaat die regel natuurlijk ten koste van de snelle en dus best verdienende krachten. Gelijktijdig wordt de werkweek op vijftig uur vastgesteld. De werktijden lopen van half zeven in de morgen tot zeven uur ’s-avonds. Tussen de middag is er schafttijd van half één tot twee uur. Op zaterdag wordt tot zes uur gewerkt. Het verschil met 1917 is aanzienlijk, toen een volle werkweek nog 65 uur telde.[16]
Het is interessant te zien hoe de betalingen voor de verschillende soorten minutieus berekend worden, rekening houdend met de moeilijkheidsgraad van het werk. Daarbij wordt iedere handeling in het productieproces nauwgezet geanalyseerd. Zo heeft iedere pijp een basisprijs uitgaande van het ketelformaat en de steellengte. Daarboven gelden toeslagen voor tijdvragende handelingen. Het afsnijden van de filt levert bijvoorbeeld 2 cent per gros op, het buigen van de stelen 3 cent. Wanneer een persvorm uit drie stukken bestaat betaalt dat minimaal 8 cent extra per gros. In 1917 is de best betaalde klus voor kasters de sigarenkrul model 136 die per gros 96 cent oplevert. Na het kasten moet de steel van deze pijp nog tot een dubbele krul worden gewonden, een secuur werkje. Lange pijpen als de grootkop model 341 levert een grosprijs van 75 cent op, de lakpunt model 275 verdient 70 cent per gekast gros. Bij deze pijp is de steel aanzienlijk korter maar deze moest nog wel gebogen worden.
Aardig is het om één pijpmodel door het jaar te volgen. Doetel model 312 is daarvoor geschikt omdat dit model vrijwel het hele jaar in productie is. De pijp wordt steeds door dezelfde werknemer gemaakt, ene Willem Laurier die dan net over de vijftig is. Hij wordt door Goedewaagen als een middelmatige kaster gekwalificeerd met een jaarsalaris van 710 gulden. In 1917 werkt hij slechts twee weken op een ander model. Wekelijks perst hij tussen de 26 en 43 gros pijpen, één week levert hij een topprestatie met 54 gros. Uiteraard fluctueert zijn salaris al naar gelang de productie. Wanneer later het jaar Goedewaagen een grotere vraag naar model 312 krijgt, springen andere kasters bij. De laatste tien weken van het jaar werken maarliefst drie kasters op deze populaire doetel. De fabriek bezit een hele reeks identieke persvormen, zodat de productie onafgebroken doorgang kan vinden.
Ook het tremwerk van model 312 wordt door een vaste tremster verricht, ene Johanna Bojawal. Slechts zo nu en dan slaagt zij er niet in om de productie van collega Laurier te tremmen en dan helpen andere werkneemsters. In die gevallen worden tussen de drie en de zeven gros door een collega-tremster onder handen genomen. In het najaar gaat Johanna Bojawal over op een ander model, namelijk de kortere doetel model 170 of soms de sportpijp model 126. Inmiddels is zoals opgemerkt, de productie op model 312 sterk toegenomen en Laurier wordt bijgestaan door twee andere kasters. Het tremwerk wordt dan eveneens door meerdere vrouwen gedaan. Soms loopt daarbij het werk qua aantal synchroon met dat van de kasters, even zo vaak tremmen de vrouwen andere aantallen. Johanna Bojawal heeft een jaarsalaris van slechts 279 gulden, wel een bewijs dat vrouwen in die tijd nog sterk onderbetaald worden. Overigens variëren ook bij het tremwerk de lonen sterk, maar minder expliciet dan bij de kaster.
De befaamde Duitscher waarvan de oplage tweemaal zo groot is als die van de doetel 312, wordt standaard door verschillende kasters gemaakt. Niet verwonderlijk gezien de geweldige oplage. De meeste andere pijpensoorten zijn eveneens sterk aan een bepaalde werknemer gebonden. Bij de uitgifte van de persvormen streeft de fabrieksbaas er naar dat iedere kaster zo veel mogelijk tevreden is met het model waarop hij werkt. Dat heeft een positieve invloed op zijn arbeidsmotivatie.
Het cahier met de administratie meldt ook wanneer er correcties op de lonen zijn. Zo krijgt een kaster op 24 februari 1917 voor 30 gros van model 184 abusievelijk 33 cent per gros betaald, terwijl dat 30 cent had moeten zijn. Een week later wordt het bedrag van 99 cent op zijn loon ingehouden. Of die negen cent extra aftrek een nieuwe fout is of een boete is niet duidelijk. Andere bijstellingen zijn de aftrek van leergeld en natuurlijk de korting voor werklieden onder de achttien jaar. Die korting loopt van 2 tot 6 cent per gros.
Gemiddeld ontvangen de tremsters een loon half zo hoog als de kasters, iets dat natuurlijk primair wortelt in de ongelijke salariëring tussen man en vrouw in die periode. Vaak lijkt er geen relatie tussen het salaris van de kasters en dat van de tremster. Toch ligt er een minutieus uitgedachte systematiek aan ten grondslag: bij de ene soort het kastwerk lastig is terwijl bij de andere juist het tremwerk meer aandacht vraagt. Dat het tremwerk eveneens sterk verschilt mag duidelijk zijn. Fijne en porceleine pijpen vragen veel aandacht terwijl exportgoed nauwelijks getremd hoeft te worden. De salariëring per gros loopt uiteen van 5½ voor exportgoed tot 24½ cent voor de 22 duims grootkop.
De fabrieksadministrateur berekent de productie per werknemer volgens binnengekomen briefjes. Het feitelijk uit te betalen bedrag is het resultaat van een veel groter geheel aan variabelen. Daarbij zijn ook inbegrepen de verrekening van een eventueel voorschot, soms ook een korting op het loon wegens leeftijd. Het loonbureau doet echter meer. Hier wordt ook het ziekenfondsgeld geadministreerd en ingehouden. Vanaf 1 juli 1917 heeft Koninklijke Goedewaagen een eigen bedrijfsziekenfonds. De werklieden hebben de keuze voor een vol of een half lidmaatschap, respectievelijk voor 1 procent van het loon of een halve procent, berekend over de hele en halve guldens. In totaal maken 69 kasters en tremsters gebruik van het ziekenfonds, dat is dus bijna iedereen. Van de mannen is de helft vol deelnemer, de andere helft laat zich voor vijftig procent verzekeren. Vrouwen kunnen voor half geld toetreden, logisch natuurlijk want hun salaris ligt ook veel lager. In totaal worden 29 tremsters lid. In het lonenboek vinden we een aparte vermelding van de ingebrachte lidmaatschapsgelden. Die staatjes worden weer doorgeboekt naar een ander cahier om de financiële positie van het fonds te kunnen volgen.
Nawoord
Het bestuderen van dit lonenboek heeft ons inzicht in het functioneren van een pijpenfabriek tijdens de Eerste Wereldoorlog geweldig verrijkt. Het cahier laat zien hoe uiterst fabrieksmatig men bij een productiebedrijf als Koninklijke Goedewaagen werkte. Onverwacht is dat de fabriek letterlijk alles administreert inclusief de controle van de ene naar de andere cijferreeks. Uit dit cahier blijkt wel hoe veel werk de administratie is, met zoveel aspecten, alles tot op de halve cent berekend, inclusief controle en dubbele controle. Naar de huidige maatstaven onbegrijpelijk dat dit alles met de hand werd bijgehouden, ongetwijfeld uit het hoofd opgeteld. Honderd jaar na dato kunnen we bewondering hebben voor dit nauwgezette werk van de administrateur.
De bestudering van dit lonenboek levert veel nieuwe inzichten in de zeer georganiseerde werkwijze van een grote pijpenfabriek. Daarmee kunnen we aan de hand van een contemporaine en primaire bron een belangrijke bijdrage leveren aan het schrijven van de economische geschiedenis. Zo blijkt uit het lonenboek in welke aantallen de pijpen gemaakt worden en welk deel van het vormenbezit hiervoor werd aangesproken. Het toont de werkwijze in de fabriek compleet met telsysteem via bossen rollen en kistjes getremd goed tot en met de grospenningen en loonbetaling. Ook krijgen we inzicht in hoe men in de productie met kleinere oplages omging om verstel- en verzuimkosten te vermijden en zo de winst te maximaliseren. We krijgen zelfs een beeld van de individuele werknemers en hun prestaties.
Wij weten dat in 1917 in totaal 38.190 gros pijpen zijn gemaakt, ofwel 5.499.360 stuks.[17] In datzelfde jaar worden 37.769 gros pijpen afgeleverd en dat betekent dus dat de fabrieksvoorraad een geringe groei doormaakt. Het kleine verschil tussen productie en verkoop is opmerkelijk en wijst erop dat de bedrijfsleiding een fabelachtig inzicht in de omloop van de producten had. Vooral het gegeven dat het om een oorlogsjaar gaat, waarin de afzet onzekerder is dan normaal maakt dit bedrijfsresultaat zo bijzonder. Terwijl tijdens de Eerste Wereldoorlog de afzet naar België en Frankrijk vrijwel volledig opdroogt, weet de fabrikant een aanzienlijke groei op de binnenlandse markt te bereiken zodat de balans uiteindelijk gunstig sluit. Dat heeft weer te maken met het gebrek aan ingevoerde pijpen van andere materialen gedurende die jaren, ingevuld de Goudse kleipijp. Daarnaast kan dankzij de Nederlandse neutraliteit de export naar Engeland doorgang vinden. Waar voor 1914 een enorme productie van eenvoudige, goedkope kleipijpen uit het Duitse Westerwald naar koloniën in Afrika en Zuid-Amerika werd verscheept, ligt deze handel nu volkomen stil. Ook daarvan profiteert Gouda.
Voornaamste nieuwe inzicht is de wisselwerking tussen doorlopende productie van courante pijpen en de kortlopende productie van kleine partijen als aanvulling op de voorraad. De tweede categorie, die de doorlopende productielijn feitelijk stoort, kon slim worden ingepast. De feitelijke uitlevering van die voorraad minder courante pijpen vond over meerdere jaren plaats, waardoor de productie slechts op gezette tijden hoefde plaats te vinden. Dat maakt het mogelijk dat de firma werkelijk een breed assortiment kan voeren om daarmee zijn status te vestigen. Een optimale variatie in het assortiment was voor Goedewaagen een verplichting om haar naam als grootste Goudse pijpenfabriek op te houden en de omvang van het vormenbezit en een ingenieus uitgewerkt roulatiesysteem van deze persvormen maakte dat mogelijk.
Tijdens het bestuderen van deze materie en het schrijven van dit artikel zijn talloze vragen gerezen waarop nu antwoorden zijn gevonden. Daarmee is onze kennis en inzicht over het reilen en zeilen van een pijpenfabriek enorm toegenomen. Toch zijn ook vragen gebleven en soms zelfs zeer primaire. Is onze hypothese over het roldersgros correct? Hoe wordt het uitval bij de kasters gemeten en hoe verhouden tremsters en glaasters zich tot elkaar? Wat is de relatie tussen aanname en ontslag van personeel in het licht van de gewijzigde productie en verkoop? Vragen die nog open staan vormen een aanmoediging om scherp te blijven in de opbouw van de kennis en het inzicht van het fabriekswezen van weleer. Zeker is dat wij al die vragen nooit hadden kunnen stellen zonder de vondst van dit foliocahier waarmee een wereld van kennis en inzicht voor ons open is gegaan. Deze onverwachte vondst is dus zeker van groot belang geweest.
Een volgende stap in het onderzoek naar de productie van kleipijpen is om deze uit één bron gedistilleerde kennis in een breder kader te plaatsen. Dan kunnen de kasters en tremsters vergeleken worden met de overige werklieden in het productieproces. We zouden wellicht kunnen leren hoe de lonen van de rolders en glaasters zijn opgebouwd. Verder kan het orderboek uit dezelfde periode de relatie tussen de productie en de verkoop nader duiden. Een breder tijdsperspectief levert uiteraard ook gewijzigde inzichten op. Graag nodig ik de geduldige onderzoeker uit aanvullende bronnen te zoeken om met vervolgonderzoek een nieuw steentje inzichtkennis bij te dragen.
© Don Duco, Amsterdam Pipe Museum, 2017.
Afbeeldingen
- Kaft van het rekenboek van de tremsters en kasters. Gouda, firma P. Goedewaagen & Zoon, 1917.
Amsterdam Pipe Museum APM 10.045 - Dubbele pagina uit het rekenboek van de tremsters en kasters. Gouda, firma P. Goedewaagen & Zoon, 1917.
Amsterdam Pipe Museum APM 10.045 - Detail van de kasterswinkel met de bosjes rollen duidelijk zichtbaar. Gouda, firma P. Goedewaagen & Zoon, 1912.
Amsterdam Pipe Museum APM 3.540a
- Droogbak voor maatpijpen. Gouda, firma P. Goedewaagen & Zoon, 1800-1900.
Amsterdam Pipe Museum APM 10.921a - Gros- of betaalpenningen met cijfers ter onderscheid van de arbeiders. Gouda, firma P. Goedewaagen & Zoon, 1880-1920.
Amsterdam Pipe Museum APM 1.114, APM 6.078c, APM 6.108, APM 6.311a, APM 6.312a, APM 6.659b, APM 6.659d - Detail tremsterswinkel met rechts de opzichter, Gouda, firma P. Goedewaagen & Zoon, 1912.
Amsterdam Pipe Museum APM 3.540b - Grootkop gekroonde TM, 22 duimer. Gouda, firma P. Goedewaagen & Zoon, model 334,1910-1920.
Amsterdam Pipe Museum APM 12.946 - Grootkop-kromkop gekroonde TM, 22 duimer. Gouda, firma P. Goedewaagen & Zoon, model 341, 1910-1920.
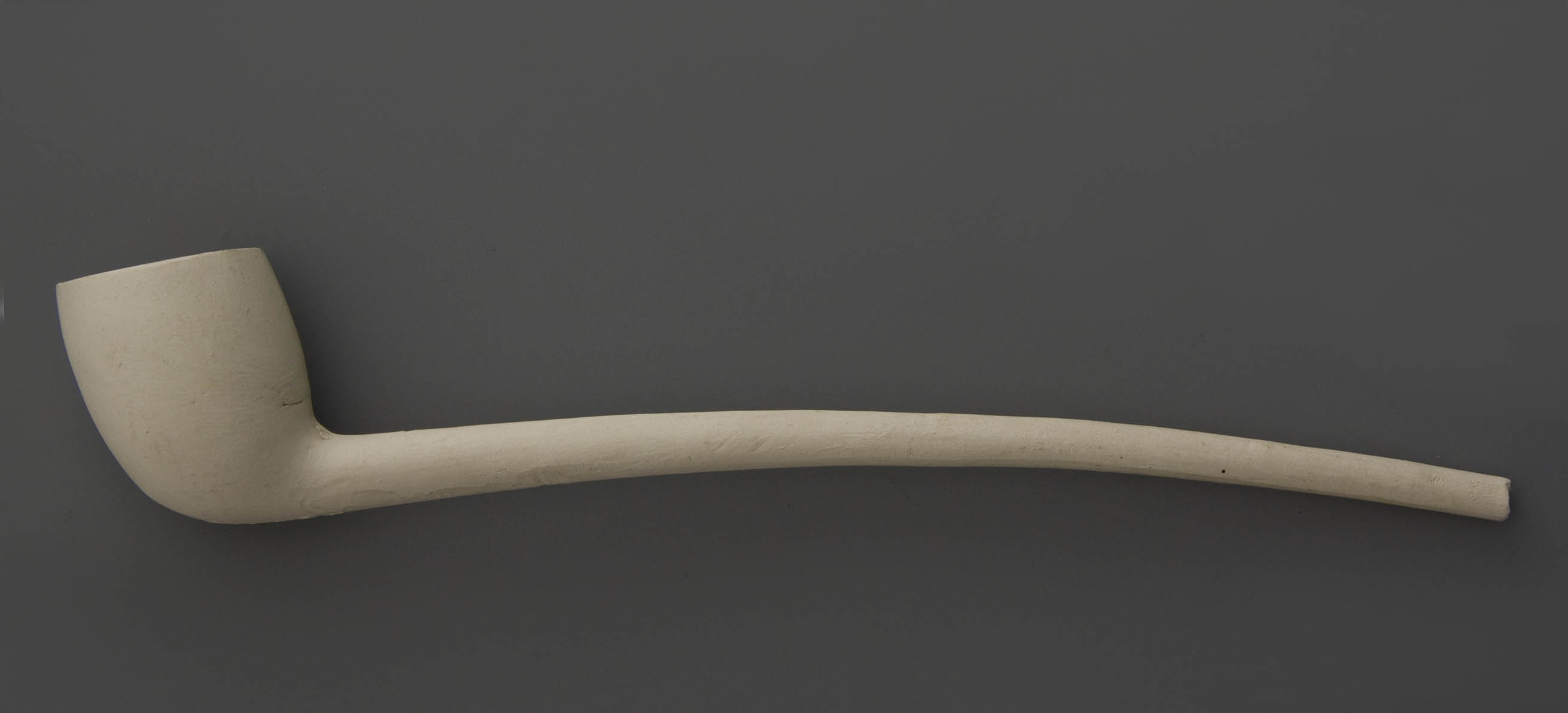
Amsterdam Pipe Museum APM 785a - Kantoorpijp of doetel met nummeretiket. Gouda, firma P. Goedewaagen & Zoon, model 312, 1910-1930.
Amsterdam Pipe Museum APM 462 - Beker of leliekopje. Gouda, firma P. Goedewaagen & Zoon, model 113, 1920-1940.
Amsterdam Pipe Museum APM 13.166 - Sigarenpijp met stadhuisgevel van Gouda, zogenaamde Stadhuissigaar. Gouda, firma P. Goedewaagen & Zoon, model 289, 1910-1920.
Amsterdam Pipe Museum APM 59 - Buisvormige sigarenpijp, zogenaamd tipmodel ofwel korte cilindersigaar. Gouda, firma P. Goedewaagen & Zoon, model 76, 1910-1920.
Amsterdam Pipe Museum APM 3.576 - Sigarettenpijpje met figurale voorstelling, zogenaamde paardenhoofdsigaret. Gouda, firma P. Goedewaagen & Zoon, model 656, 1910-1920.
Amsterdam Pipe Museum APM 14.294 - Exportcatalogus gedrukt door Koninklijke Goedewaagen voor Van Geelkerken. Gouda, J. van Bentum & Zoon, 1922-1930.
Amsterdam Pipe Museum APM 10.225 - Exportpijp met de naam kleine gebogen Duitscher. Gouda, firma P. Goedewaagen & Zoon, model 276, 1910-1920.
Amsterdam Pipe Museum APM 13.169 - Exportpijp met op de ketel reliëfmerk TD. Gouda, firma P. Goedewaagen & Zoon, model 62, 1910-1930.
Amsterdam Pipe Museum APM 5.081 - Versierde pijp met bloemmotieven op de ketel, zogenaamde bloemsteelshag. Gouda, firma P. Goedewaagen & Zoon, model 464, 1900-1920.
Amsterdam Pipe Museum APM 5.633 - Kaft catalogus 6. Gouda, Koninklijke Goedewaagen, 1924.
Amsterdam Pipe Museum APM 10.053 - Voltallige lijst met kasters en tremsters. Gouda, firma P. Goedewaagen & Zoon, 1917.
Amsterdam Pipe Museum APM 10.045
Productiestaat van 1917
modelnr. model naam weken grossen 10 dubbele krul rolsigaar 5 34,2 14 omgezette gekroonde ES, 21 duimer 2 13,4 18 porceleine middelkop gekroonde ES, 21 duimer 2 7 22 grootkop gekroonde TM, lang 56 cm. 2 25 27 korte barnsteensigaar 2 17,1 31 middelkop IWI, 21 duimer 6 74 48 coloradokever platpunt 2 34,4 60 pukkelplatpunt 2 35,4 62 export TD 36 1094 63 groote shag met 15 284,2 74 matrozenbilliard 3 88,1 75 knophielshag met opstaande kop 2 33 76 korte cilindersigaar 2 16 86 theesigaar 2 29,2 88 Hamburger krulhielshag 3 42 91 Fransche schuinkop 2 36,1 92 takjesshag 1 34,3 98 billiardsport 3 37 105 zwijnskopfiguur 3 34,4 113 beker 45 1500 116 visscherplatpunt 3 30,1 117 stompe middelkop gekroonde 38, lang 24 cm. 41 988,4 126 sportpijp met vierkante steel 12 476,4 132 mosterdlepel 5 127,4 134 Twentsche Dorni 2 18,1 136 sigarenkrul 3 33,3 138 fijne mandjesshag 2 32,4 146 koetsier 5 93 147 krommertjesschaak 2 36,4 167 lange meloenplatpunt 2 33,3 169 ankerplatpunt 1 35 170 korte doetel IWI 41 1621,3 171 korte platpunt IWI 2 30,3 184 lange matrozenbilliard 3 127,4 212 porceleine grootkop gekroonde ES, 22 duimer 2 20 213 gekwetste militair 2 33 214 gemonteerde doetel 3 88,1 216 hondjesshag 2 26,2 248 Spaansche sigaar 2 33 272 lange gladde billiard 2 33,2 273 lange gladde billiard stijlkop 4 42,3 275 lakpunt grootkop kromkop 18 321 276 kleine gebogen Duitscher 45 4863,2 279 hondenplatpunt 2 38,1 283 Fransche bekersigaar 2 33,3 285 knoopbilliard 1 15 288 dikbuikbekersigaar 3 34 289 stadhuissigaar 3 33,3 290 spoor mosterdlepel 3 35,2 291 buldogsigaar 3 35,4 292 eikelsigaar 2 33 293 kleine doetel of doetelshag 6 129 296 mandjesshag 6 95,2 298 lange Fransche beker 4 132 304 Amerikaansche Dorni 2 14,3 308 rozenribbenplatpunt 2 33,3 312 doetel 52 2405,3 318 handjesshag 9 304,3 327 nieuwe platpunt 2 32,2 331 rozen isabé 2 34,3 333 roode beker 4 60 334 grootkop gekroonde TM, 22 duimer 20 263,1 336 sportplatpunt 2 34,4 338 grootkop bekersport 5 103,2 339 RAOB-shag 23 711,4 341 grootkop kromkop gekroonde TM, 21 duimer 12 154,2 342 meloenshag 32 1267,2 345 Goudsch model sport 2 40,1 346 roi du Congo shag 2 34,3 348 hielbeker sport 6 154,2 349 middelkop bekersport 5 152,3 350 kleinkop bekersport 3 33 351 rondsteel buldog sport 3 45 354 sportpijp gebogen rondsteel 6 142,1 355 bekersigaret 1 34,1 356 Goudsche sigaret 1 33 359 sportpijp gebogen zadelsteel 4 62,4 360 lelieplatpunt 5 71,2 364 wortelkop sigaret 2 33,3 369 zeekapitein 2 37,2 370 sportpijp zadelsteel 6 149,3 373 boomtakshag 2 49,2 385 naamplatpunt 1 6 392 arendsklauw insteek 2 9 399 kleine buldog sport 1 31,4 405 export kromkop 2 38,2 406 doornplatpunt 4 64,4 407 paarlplatpunt 2 2 408 shag-belleblaaspijpje 2 84 421 pukkelshag 32 946,4 422 bloemgrootkop shag 1 35 426 gladde schaak 3 34,4 432 geribde shag 3 53,2 437 grote buldogpijp 13 410,2 464 bloemsteelshag 28 1561,4 512 gebogen sportpijp buldog 8 128,4 522 kersentakshag 18 1044,1 525 hazenjacht 2 31,1 557 paardenbekerkop 2 16,3 565 paarlribbekop 23 1211,1 566 export platsteel langsteel 4 76,3 572 kleine rechte rand Duitscher 9 357,1 583 Hongaarse sigaret 1 28,1 586 auto 28 785,4 588 grootkop platsteel 7 180,3 592 noorman 4 132 593 Hongaar met veertje en TD 2 33 595 Engelsche en Belgische vlag (zonder vlag ?) 4 194,3 597 export mandjesshag 2 61,1 604 groote Duitscher 2 81 614 tuf-tuf 6 232,1 616 export langsteel nummer 71 30 1172,3 627 gramophoon 29 854,2 636 korte platsteelshag 2 43,2 656 paardenhoofdsigaret 2 52,1 657 visch sigaret 1 33 665 doorn-voetbalsigaret 1 39 ? krul 2 11,3
Noten
[1] Amsterdam Pipe Museum APM 10.045.
[2] Don Duco, Koninklijke Goedewaagen, een veelzijdig ceramisch bedrijf, Leiden 1999, p 74, paragraaf : De kastersproductie nader beschouwd.
[3] De gemaakte pijpen in de kasterij bedragen 29.655 2/5 gros ofwel 4.270.407 exemplaren, minus circa 10 procent uitval bij glaasters en volsters geeft een jaarproductie van krap 27.000 gros, de totale jaarproductie van de fabriek wordt op 38.190 gros berekend. Het verschil is het resultaat van de machinale fabriek.
[4] Don Duco, ‘Loonovereenkomsten voor de pijpenmakerij’, Amsterdam, 2000.
[5] Don Duco, 'De techniek van het pijpmakersbedrijf te Gouda', Oxford, BAR International Series, TACTP, Vol. IV, 92, 1980, p 118. Rolders 180, kasters 160 (inmiddels achterhaald). Idem, p 119. Bosjes van 12 rollen (ofwel 5, 4, 3) waarvan er 15 in een roldersgros van 180 gaan. Bosjes van 15 (6, 5, 4) met 12 per roldersgros. Bosjes van 18 (7, 6,5) met 10 per roldersgros. Een achttiende eeuwse maat geeft bosjes van 24 (9, 8, 7) ofwel 8 in een roldersgros van 192 rollen.
[6] Duco, ('Techniek pijpmakersbedrijf’), 1980, p 144, foto 26.
[7] Dit cijfer is berekend naar grossen van 144 stuks, in werkelijkheid gaat het om tremstergrossen van 160 pijpen ieder doch de tien procent extra ging verloren bij het glazen, vollen, uithalen en snollen.
[8] APM 10.052 Catalogus 6, serie 26, p 46-48. APM 10.052 De herdruk uit 1924 laat dezelfde pijpmodellen zien op p 43-45.
[9] Berekend op grossen van 144 stuks ofwel het uiteindelijke productiecijfer na bakken, het cahier registreert de grossen bij aantallen van 160 stuks. De decimalen van de kistjes zijn als 32 geteld.
[10] J. Byron Sudbury, Politics of the Fur Trade: Clay Tobacco Pipes at Fort Union Trading Post (32WI17), Historic Clay Tobacco Pipe Studies Research Monograph Number 2, Ponca City, OK, 2009, p 11, fig. 4, p 168, fig. 48 en p 169, fig. 49.
[11] Don Duco, ‘De coloradokever mede door de kleipijp bestreden’, Pijpelijntjes, VIII-1, p 5-6.
[12] Don Duco, ‘Een export-catalogus van Goedewaagen’, Pijpelijntjes, III-3, 1977, p 3.
[13] APM 1.131 persvorm model 400 aan de onderzijde gedateerd 1922.
[14] Don Duco, Bronnen tot de geschiedenis van de pijpennijverheid in Gouda, Amsterdam, 1976 e.v., 1917. Onderverdeeld in 11 jongens, 16 meisjes, 56 mannen en 34 vrouwen
[15] Het personeel sluit niet aan bij de algemene cijfers, met andere woorden de machinale pijpenfabriek bezette nog een fors aantal personeelsleden.
[16] Duco, (Bronnen Gouda), 1976 e.v., 30-12-1916.
[17] Voor de berekeningen zie noot 2.