Vormmakersgereedschap uit Kortrijk, een vondst van onschatbare waarde
Auteur:
Don Duco
Originele titel:
Vormmakersgereedschap uit Kortrijk, een vondst van onschatbare waarde
Jaar van uitgave:
1991
Uitgever:
Stichting Pijpenkabinet
Beschrijving:
Over de aankoop van gereedschap uit de vormmakerij van De Bevere in Kortrijk en de historie achter dit materiaal. Het artikel onthult belangrijke informatie over de technieken van de makers van persvormen die verloren leek te zijn.
Uit de pijpenmakerijen van verschillende West-Europese centra zijn voldoende persvormen bewaard gebleven. Dat is begrijpelijk want de persvorm was een kostbaar stuk gereedschap waarmee met zorg werd omgesprongen. Wanneer een bedrijf stopte was dat het eerste materiaal dat men aan een collega kon overdoen. Bestond daarvoor in de eigen regio geen belangstelling, dan was het altijd mogelijk gegadigden in andere centra te zoeken. Zo werd gereedschap van de ene op de andere fabriek overgedaan en reisde zelfs van het ene naar het andere oord om uiteindelijk totaal opgebruikt in de smeltkroes te verdwijnen.
Anders ligt dat met het kleine gereedschap dat naast de persvorm werd gebruikt. Vooral voorwerpen als weijers, schenkers, merkstempels en meer gingen verloren vanwege hun geringe intrinsieke waarde. Zij werden simpelweg vernieuwd wanneer de persvorm opnieuw voor productie in gebruik werd genomen. Hetzelfde lot onderging het vormmakersgereedschap, waarvan elk bedrijf wel enkele stuks bezat en dat vooral in de grote werkplaatsen dagelijks werd gebruikt om de persvormen in goede conditie te houden. Uit Gouda bijvoorbeeld bleef dit gereedschap amper bewaard.

Uniek is daarom de koop van een indrukwekkende verzameling vormmakersgereedschap bij een gewezen pijpenmakerij in het Belgische plaatsje Andenne aan de Maas.[1] Uit de schuur van een voormalige pijpenfabrikant en koopman aan de Avenue roi Albert kwamen in 1985 zes kisten tevoorschijn waarin zich gereedschap bevond dat in de vormmakerij werd gebruikt en dat daar bijna veertig jaar onuitgepakt had gestaan. Dit gereedschap was op het moment van de ontdekking nog verpakt in de inmiddels totaal vermolmde kisten van het noodvoedsel dat de Canadezen bij de bevrijding van de Tweede Wereldoorlog daar hadden gebracht. Het belang van deze verzameling is, dat het gereedschap veel nieuwe informatie over het onderhoud van de persvorm oplevert en dat is onderwerp van dit artikel (afb. 1).
De herkomst
Laatste eigenaar en verkopende partij was ene Jean Dernoncourt, sinds 1958 gewezen pijpenfabrikant en tot die tijd eigenaar van de fabriek van Emile Levêque. Dernoncourt had dit materiaal in 1947 aangeschaft. De herkomst is overigens niet de plaats Andenne of het aangrenzende Andenelle, maar een pijpenfabriek uit Kortrijk. Verkoper was de laatste directeur en eigenaar van de fabriek De Bevere aldaar, die na de Tweede Wereldoorlog besloten had zijn bedrijf te liquideren.
In zijn goede jaren was de fabriek van De Bevere vermaard. Volgens zeggen zou de werkplaats al rond het jaar 1800 zijn gesticht,[2] maar de eerste archiefvermelding dateert van 1819.[3] De leiding van de zaak gaat van vader op zoon over en is een eeuw later in handen van Amand Charles de Bevere gekomen. Deze laatste directeur werd in 1886 in Kortrijk geboren en stierf in 1952 in De Panne. Van een kleine werkplaats groeide dit bedrijf uit tot een heuse fabriek met een grote productie. Dat gebeurde al in de tweede helft van de negentiende eeuw.
Ook na het jaar 1900 breidt de firma zich nog verder uit. De fabrieksgebouwen krijgen in deze eeuw zelfs nog een nieuwe voorgevel. In de jaren dertig vermindert de afzet van het product en is men tot inkrimpen genoodzaakt. Ook de periode van de Tweede Wereldoorlog deed het bedrijf geen goed. Na de oorlog besluit directeur Amand tot opheffing. Hij is op middelbare leeftijd gekomen en ziet geen toekomst in de pijpenbranche meer. Geleidelijk wordt het bedrijf leeg verkocht en één van de gegadigden is de reeds genoemde ondernemer Jean Dernoncourt.
De naoorlogse periode is voor de uitverkoop van productiemateriaal voor kleipijpen vanwege de voortdurend afnemende vraag geen eenvoudige zaak. De pijpennijverheid was al tientallen jaren aan het afslanken en in de streek waar De Bevere werkte verdwenen al eerder de twee fabrieken van Scouflaire en die van Croquet Michel. In de regio zelf zouden slechts enkele kleine zelfstandig opererende pijpenmakers koper kunnen zijn. Bij die eenmanszaken was echter geen geld voor investeringen. Het is dus niet verwonderlijk dat Dernoncourt uit Andenne werd uitgenodigd. Hij bestierde de fabriek door Emile Levêque gesticht en nog altijd in de Rue des Chats gevestigd. Op dat moment was dat de enige heuse nog werkzame fabriek in Andenne.


Jean Dernoncourt was een doorwinterde zakenman en wist van onderhandelen. Hij ziet brood in de inventaris om twee redenen. Ten eerste verwerft hij aanvullend productiemateriaal voor zijn eigen pijpenfabriek, zodat hij ook de stijl van de West-Belgische pijp kan gaan produceren. Daarnaast kan hij als koper ook weer gereedschappen afzetten, terwijl hij zelf in de hand heeft aan wie. Op die wijze beneemt hij zijn concurrenten de mogelijkheid tot voordeel aan deze liquidatie, terwijl de handelswinst in zijn eigen zak vloeit. Gunstig bij de onderhandelingen was dat de fabrieksgebouwen op termijn moesten worden ontruimd en dat gegeven zal de prijs zeker gedrukt hebben. Er was dus alle reden om zoveel mogelijk materiaal per trein naar Andenne over te brengen.


Bij de aankoop heeft Dernoncourt speciale interesse voor de goed ontwikkelde vormmakerij van De Bevere. Deze afdeling was door de vader van Amand opgezet en was vooral gericht op de vormgeving van de pijpen van De Bevere. In tegenstelling tot de plaats Andenne was de pijp in het meer westelijke Belgisch-Franse grensgebied waar de plaatsen Kortrijk, Onnaing en Maisières de belangrijkste centra waren, strakker van vormgeving. Het gespecialiseerde gereedschap uit de vormmakerij van De Bevere kon deze specifieke stijl garanderen.
De vader van Amand kende de eisen die de roker daar aan de pijp stelde. Dankzij zijn technische knobbel initieerde hij de opbouw van een indrukwekkende afdeling waar ruw gegoten vormdelen konden worden afgewerkt tot gladgepolijste persvormen compleet met de pengatverbindingen geschikt om aan een specifieke vraag te voldoen. Ook het onderhoud van het gereedschap gebeurde op deze afdeling. Goed onderhoud betekende de persvorm in conditie houden door alle slijtsporen weg te vijlen en daarvoor het juiste gereedschap te benutten. Alleen die werkwijze garandeerde de gewenste vormzuiverheid van de pijp.
Het gereedschap zelf
De kisten die voor Dernoncourt werden gevuld bevatten zo’n 400 beitels, gutsen en vijlen en daarnaast nog zo’n honderd andere handgereedschapjes. Bij De Bevere hing dit materiaal overzichtelijk in rekken boven de werkbanken in de vormmakerij en werd daar tot op het moment van sluiten van de fabriek actief gebruikt. Vanuit die ruimte werd het keurig verpakt in zachthouten kisten wachtend op een nieuw leven.
Kenmerkend voor het materiaal is dat men voor ieder aspect van het vormmaken een set van zes tot twaalf en soms zelfs nog meer speciale en in grootte variërende gereedschappen had gemaakt. Daarmee was het mogelijk iedere persvorm ongeacht het formaat met een maximale trefzekerheid te behandelen. Bovendien was het gereedschap volledig in overeenstemming met de sterk gestandaardiseerde vormgeving van de pijpen van De Bevere, die zich zoals opgemerkt kenmerken door een zeer specifieke bijna mechanische vormgeving. Zij staan in groot contrast tot de pijpen uit Andenne waar de technische kennis op een beduidend lager niveau stond waardoor de vormgeving minder strak was.
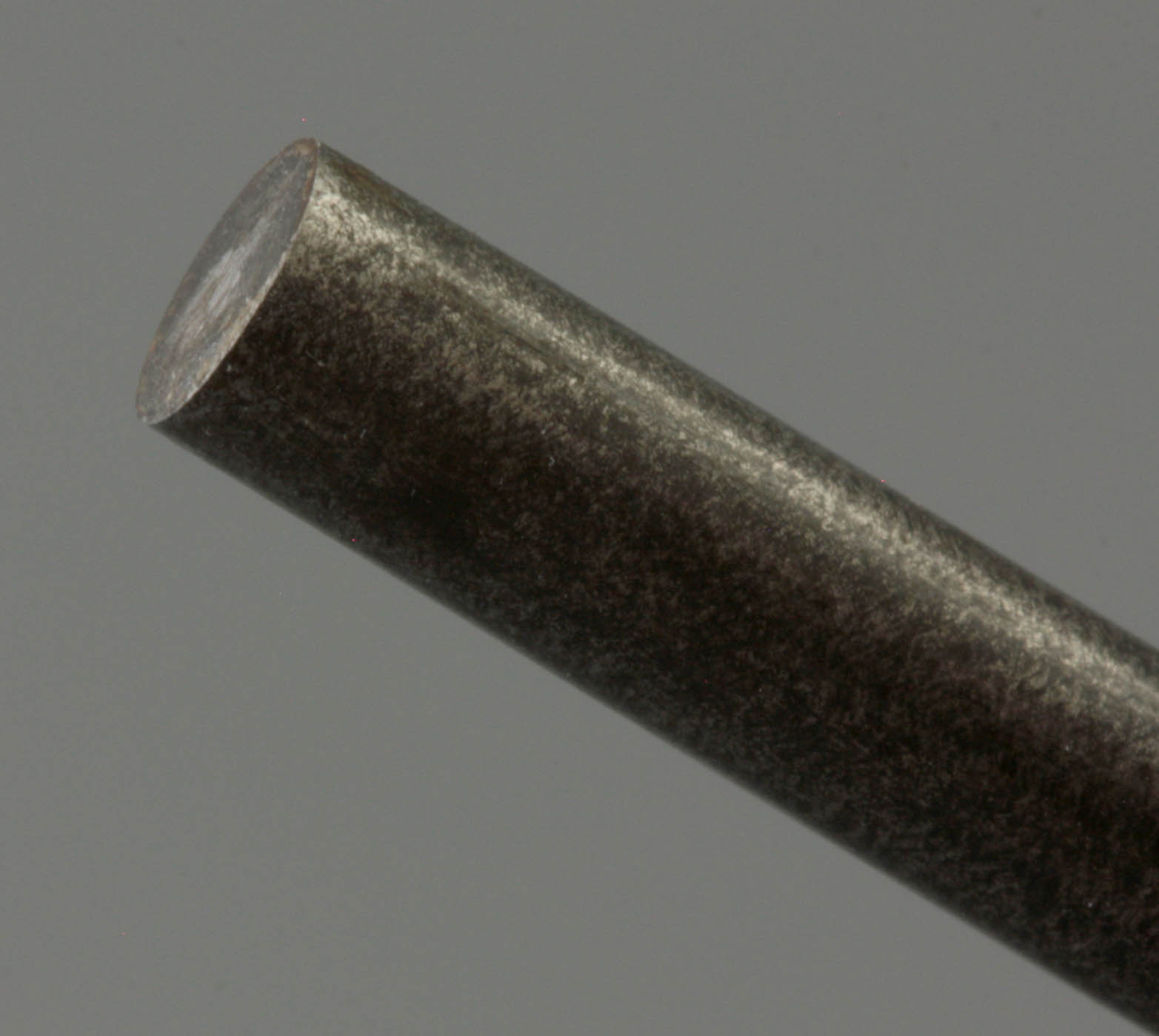
De eerste perfectie komt tot uiting in de uniformiteit van de handvatten. Omdat deze handvatten per set onderling verschillen, kunnen we hierin een zekere ontwikkeling ontdekken. De vroegste exemplaren zijn volledig cilindrisch en hebben soms één of enkele ingedraaide sierringen (afb. 2). Deze werkwijze was in de negentiende eeuw nog gebruikelijk maar verdween daarna. De kopse zijde die in de handpalm rust vertoont aanvankelijk nauwelijks enige afronding. Pas na het jaar 1900 wordt deze sterker rond gemaakt (afb. 3). Ter versteviging van het handvat zijn altijd metalen busjes om het eind heen geplaatst, op de plek waar het stalen onderdeel is ingezet.


Pas verder in de twintigste eeuw komt een meer ergonomisch handvat in gebruik, dat van een lichtere houtsoort is gemaakt en een insnoering heeft. Dan is ook het eindstuk sterker afgerond. In enkele gevallen is het handvat aan het einde extra versterkt met een band met staaldraad dat om het hout is gewonden en dit tegen het splijten moet behoeden (afb. 4). Ook die vorm van versteviging komt pas na het jaar 1900 in zwang. Omdat voor de handvatten harde houtsoorten zijn gebruikt, zijn deze perfect bewaard gebleven en niet door de houtworm aangetast. Dit in tegenstelling tot de verpakkingskisten, die op sommige plaatsen volledig doorvreten en vermolmd waren.



De verschillende soorten instrumenten verdienen het zeker om apart te worden besproken. Per reeks dienden zij steeds een speciaal doel waardoor we een goed inzicht in het afwerken van een persvorm krijgen. Voor de eerste behandeling van de ruw gegoten vormhelft worden zeer eenvoudige metaalbeitels gebruikt (afb. 5). Zij bestaan uit een rechte staaf metaal, die aan het eind volledig haaks is en juist met die scherpe haakse rand is het mogelijk om in de steel van een persvorm een krul metaal weg te steken. Deze metaalbeitels dienden ervoor om de steel van een ruwe gietling op de juiste diameter te brengen. Naast ronde metaalbeitels bestaan er ook exemplaren met een ovale diameter die gebruikt worden wanneer de pijpensteel licht afgeplat moet zijn. Afhankelijk van de stand van hanteren kan de vormmaker de steel meer of minder afgeplat maken.




Nadat met de metaalbeitel de steel grofweg op diameter is gebracht, komt de steelschraper aan de beurt (afb. 6). Deze bestaat uit een massieve cilindervorm die van concentrische ingesnoerde ringen is voorzien en waarvan de buitenranden messcherp zijn. In tegenstelling tot de metaalbeitel die krullen maakt, geeft dit instrument schilfers metaal af. Als nabehandeling wordt een gewone vijl gebruikt (afb. 7), die als iedere vijl zo geruwd is dat deze het metaal verpulvert en fijn kopergruis produceert. Ook dit stuk gereedschap is in verschillende diameters beschikbaar.


Voor de ketel van de pijp worden vergelijkbare instrumenten gebruikt, die ook weer in oplopende formaten aanwezig zijn. Ten behoeve van een perfecte vormgeving van de ketel wordt minder met beitels en schrapers gewerkt, maar meer met vijlen. Reden is dat het gelijkmatig afvlakken van een groter oppervlak gewenst is om een volmaakt afgeronde vorm te krijgen. Voor het globaal in vorm brengen gebruikt men zogenaamde ruimers (afb. 8). Zij bestaan in een beitel en in een rasp versie. De beitelversies zijn gefacetteerd en daardoor meestal achtkantig. De raspvariant is overlangs in panelen verdeeld, afwisselend glad en gegroefd. Beide instrumenten hebben geen handvat maar worden met een zwengel gebruikt.






Wanneer de ketel op diameter is gebracht, volgt het afwerken. Voor dit werk zijn verschillende soorten ovaalvormige vijlen in gebruik soms wel aangeduid als pissenbed (afb. 9-10). Een latere versie heeft een kogelvorm maar dient hetzelfde doel (afb. 11). Om de bovenzijde van de pijpenkop goed af te werken is heel specifiek gereedschap bedacht. Deze zone die directie heet, laat een vernauwing in de persvorm zien om de stopper beter te geleiden zodat hij in de juiste positie in de ketel neerdaalt en garandeert dat deze maximaal centraal zit. Tussen de pijpenkop en de directie moet de overgang scherp zijn, zodat de plaats om de kroon van de pijp af te snijden duidelijk gemarkeerd is. Hiervoor zijn speciale cirkel- of schijfvormige vijlen in gebruik, in Gouda directievijlen genoemd (afb. 12).




Tenslotte moet soms een hiel worden aangebracht waarvoor ook weer een apart instrument is ontworpen dat een speciale bocht heeft en over de vormkast heen gaat om ongestoord in de hiel te kunnen afdalen. Ook van deze instrumenten bestaat een hele reeks formaten (afb. 13), terwijl er ook speciale vijlen voor de verschillende groottes knophielen aanwezig zijn. Hetzelfde geldt voor het knopmondstuk, waarvoor ook een eigen type vijl is bedacht (afb. 14). Van dat instrument heeft de aanzet de dikte van de steel terwijl er na het knopmondstuk een verdund stuk zit om de steel op die plaats in de vorm juist nauw te houden om te voorkomen dat de klei tijdens de productie uit de vorm wordt geperst. Hoe uitgebreid het arsenaal aan vijlen is wordt bewezen doordat er zelfs een vijl voor een reuzenknopmondstuk voor een presentatiepijp beschikbaar is.


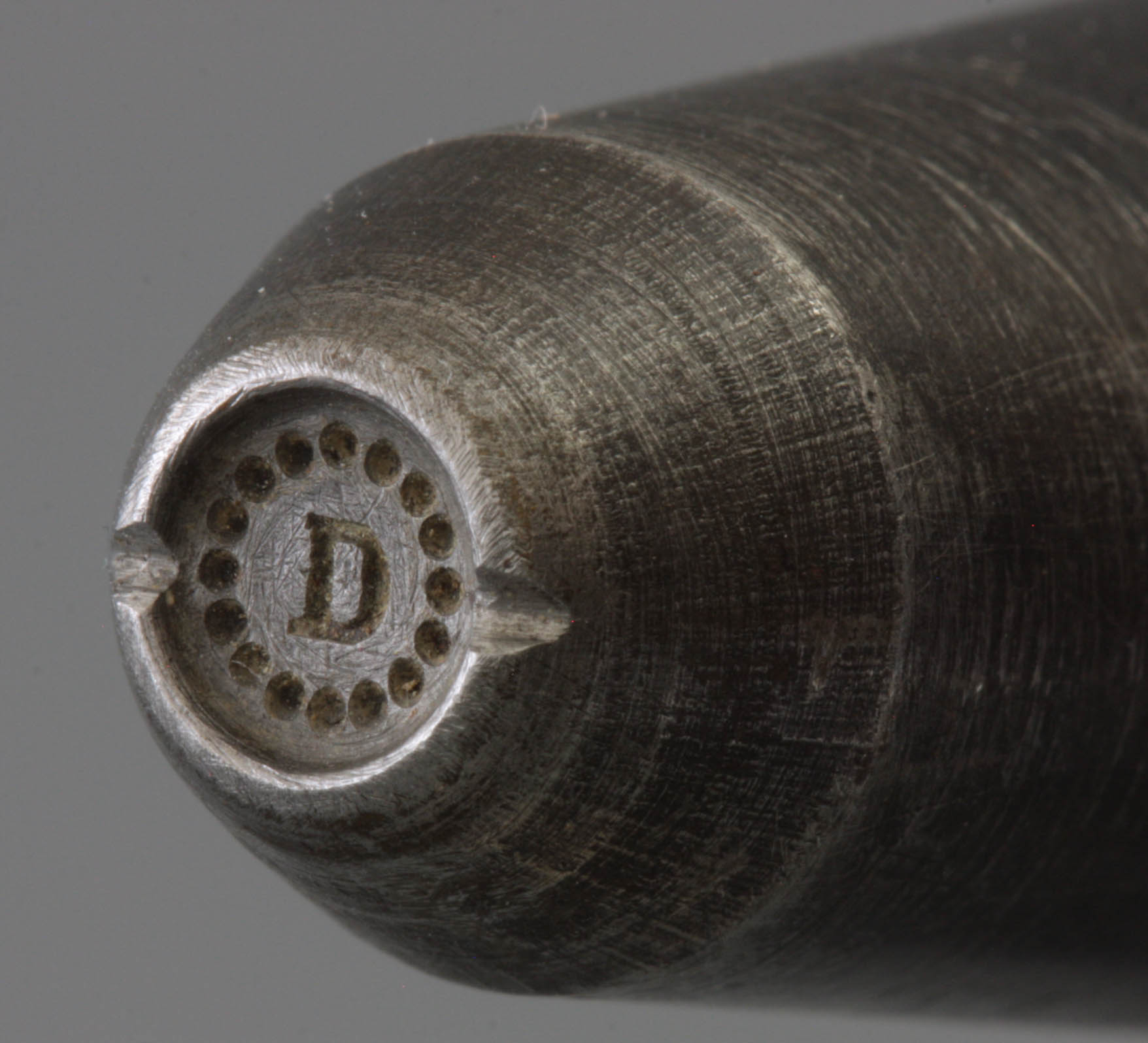
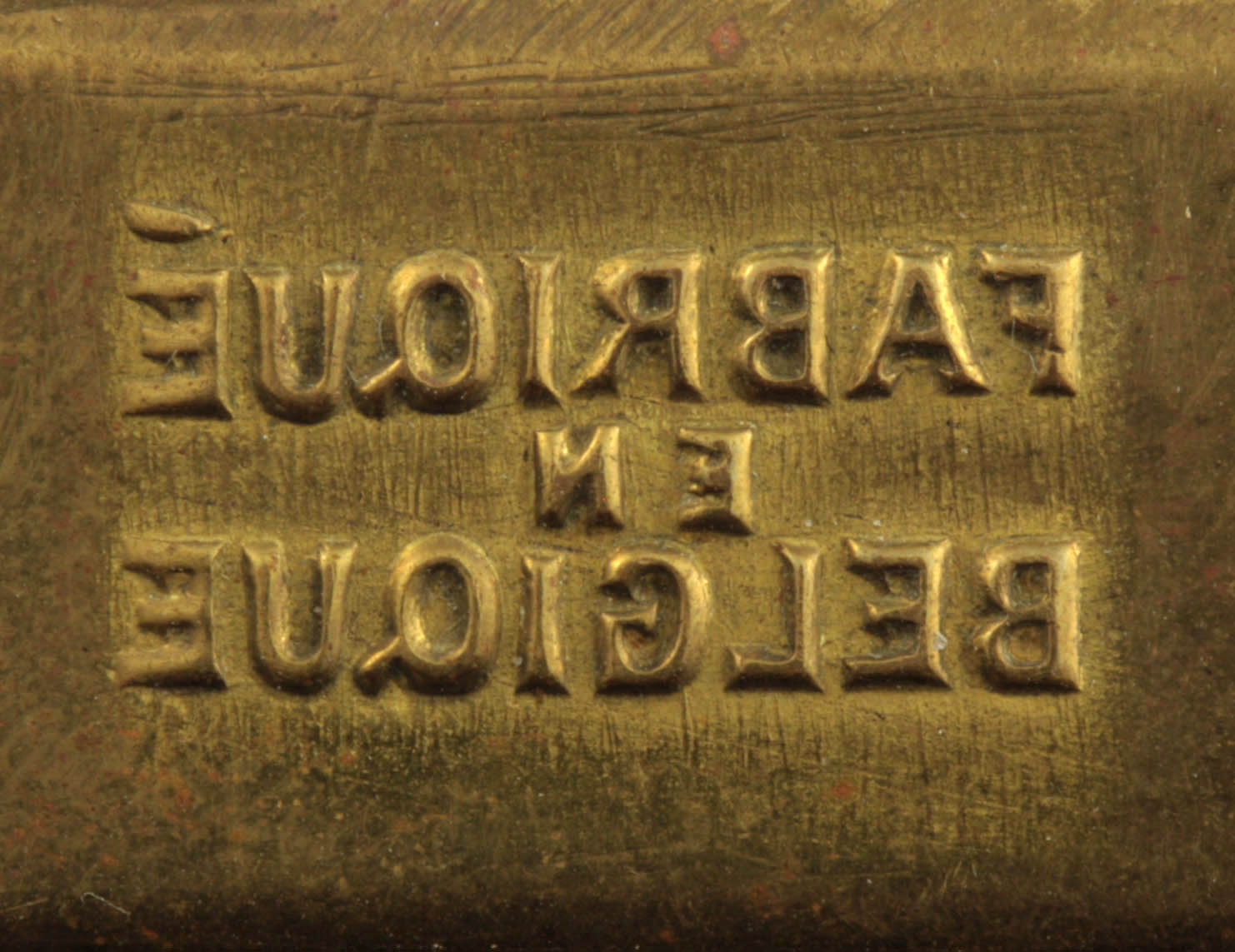
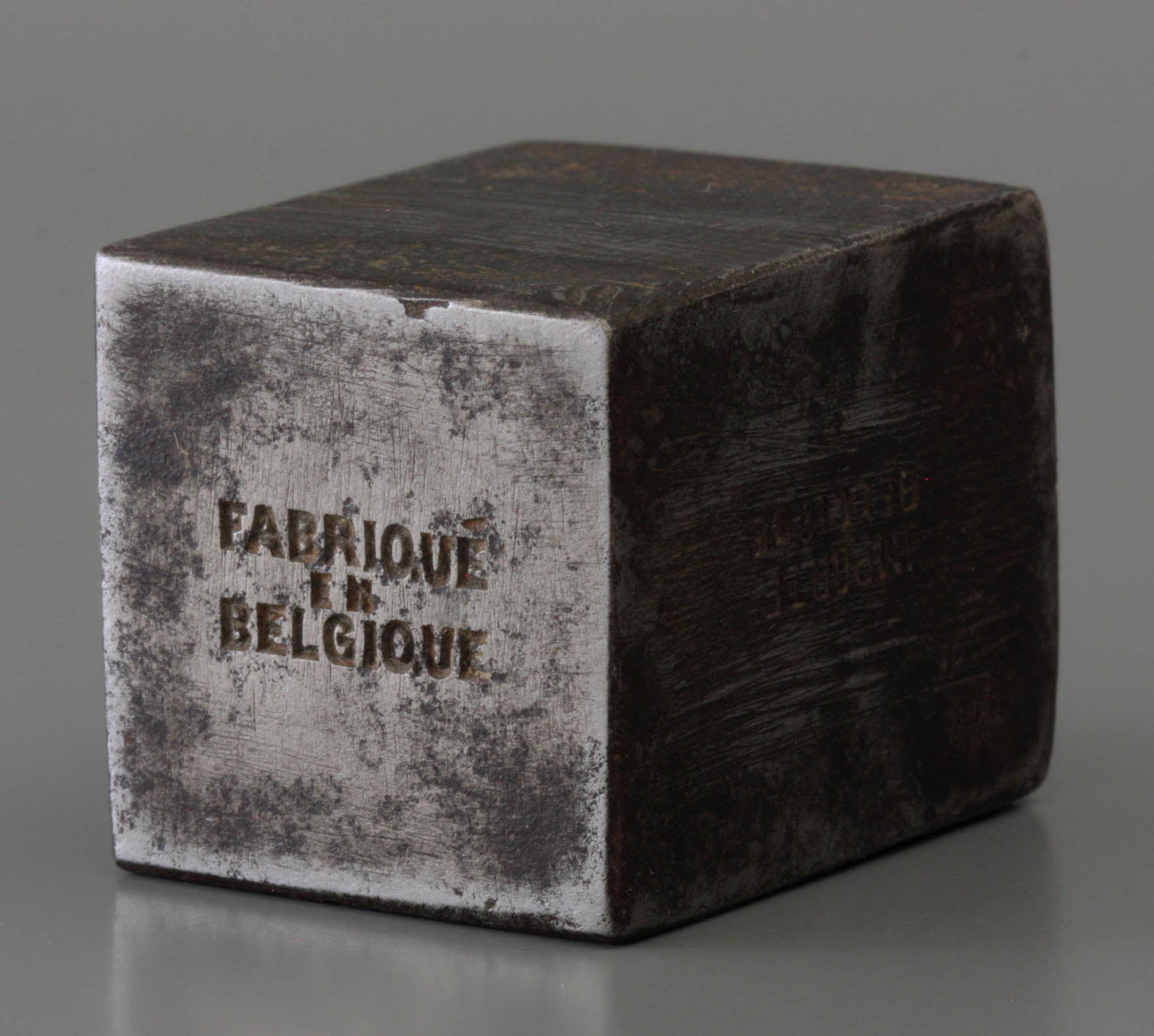
De vormmakerswerkplaats van De Bevere diende niet alleen voor het gebruiksklaar maken en onderhouden van de persvormen. Ook het andere gereedschap werd hier gemaakt. De stoppers om de binnenzijde van de ketel te persen, werden er na te zijn gegoten afgeslepen tot op de juiste lengte en diameter. Verder vond men er de stalen matrijzen voor de merkstempels en de merkplaatjes. De firma De Bevere gebruikte het hielmerk letter D (afb. 15-16) en daarnaast op de steel van de pijp nog de intagliotekst DE BEVERE KORTRIJK, later vervangen voor FABRIQUE EN BELGIQUE (afb. 17-18).



Vergelijkbaar gereedschap
Uiteraard beschikten ook andere pijpenmakerijen over vormmakersgereedschap. Vaak ging dit om een setje eenvoudige instrumenten om het gebruiksonderhoud aan de persvormen te doen. Daarnaast hadden enkele fabrieken een eigen werkplaats waar ook de ruwe gietling tot een bruikbare persvorm kon worden afgewerkt met een blinkend gladde vorm als eindresultaat.
De techniek om vormen af te werken en te onderhouden moet overal ongeveer gelijk zijn geweest. Dat enige bedrijfsspionage uniformiteit in dit gereedschap had gebracht is wel bewezen. Dat blijkt bijvoorbeeld uit het feit dat de directeuren van de firma P. Goedewaagen & Zoon iedere generatie weer voor het vormmaken in de omgeving van Luik in de leer gingen. De techniek van het maken en onderhouden van de persvormen was dus bovenregionaal, zij het dat er zonder twijfel lokale gewoonten en technieken en zeker ook regionale varianten hebben bestaan.
In de bedrijfsinventaris van de firma P. Goedewaagen & Zoon van 1918 vinden we een beschrijving van de vormmakerij inclusief een serie vormmakersgereedschap.[4] Hoewel beknopt is deze inventaris van belang om een inzicht te krijgen in wat voor gereedschap in diezelfde periode in Gouda aanwezig was. In de lijst treffen we 41 verschillende benamingen aan waarvan er talloze refereren aan artikelen die kennelijk in verschillende maten naast elkaar werden gebruikt. Helaas is het gereedschap van die werkplaats niet bewaard gebleven. Toen na de Tweede Wereldoorlog dit materiaal niet meer werd gebruikt, is de afdeling opgedoekt en het gereedschap is zonder de bestemming te weten verdwenen.

Bij Goedewaagen grensde de werkplaats van de vormmaker aan het vormenhok, de bergplaats waar de persvormen stonden. De vormmakerij zelf was betrekkelijk klein en hier stond een werkbank waarop zowel een bankschroef als een draaibank. Verder vinden we er een zitbank met een kastje. Langs de werkbank vinden we de gebruikelijke gereedschappen als hamers van hout en ijzer, twee booromslagen met boren en allerlei ander gereedschap. Voor het meten is een kogelrooster beschikbaar maar ook een ronde passer en een veerpasser. Interessanter is het kleine gereedschap specifiek voor het vormmaken bestemd dat nogal cryptisch omschreven wordt.
Het is een uitdaging om de namen in de opsomming te koppelen aan de gereedschappen van Dernoncourt ofwel van De Bevere. Dat blijkt niet eenvoudig want van het meeste dat is opgeschreven begrijpen we geen snars. Toch zijn enkele voorwerpen wel te plaatsen. Bij kopstrokers (vgl. afb. 9) en pissebedden (vgl. afb. 10) kunnen wij denken aan ketelvijlen met een bepaalde vorm, geschikt om de ovale ketel zijn volume te geven en te laten houden. Voor het onderhoud van de stelen zien we schenkvijlen. Met opdrijvertjes worden vermoedelijk beitels bedoeld om het messing van de ene plaats naar de andere te slaan, inzonderheid langs de versleten vormnaden zodat deze weer beter sluiten. Een directiehamer werd gebruikt voor het vastslaan van de stuurpennen in de kroon van de vorm. Verder zijn er talloze gereedschapjes zoals een rattenstaart en andere vijlen, die geen specifieke naam hebben.
Voor Gouda heel kenmerkend is het Goudsch wapen en soorten letters alphabet, gebruikt voor het bijmerk en voor een tekst in reliëf. Duidelijk is wel dat bij een grote firma als Goedewaagen het vormmakersgereedschap in omvang maar een fractie is vergeleken bij de fabriek van De Bevere. Dat past in het beeld dat wij van beide bedrijven hebben. De Bevere ontwerpt zelf zijn modellen en maakt zijn eigen persvormen, terwijl Goedewaagen overjarige persvormen elders koopt en dus meer een herstelwerkplaats heeft dan een werkplek voor nieuw gereedschap.
Hergebruik in Andenne
De inventaris van de vormmakerij van De Bevere kreeg niet een nieuw werkend bestaan. De kisten waarin het materiaal werd verzonden bleven tot oktober 1985 onuitgepakt in de schuur van Dernoncourt staan. De reden is onduidelijk maar kan uiteenlopen. Het zou aan de technische kwaliteit van het materiaal kunnen liggen. Het gereedschap was in feite te perfect en te uitgebreid om in de pijpenmakerijen in de Maasstreek dienst te gaan doen. De afnemers van de pijpen uit in de Belgische Maasstreek stelden niet zulke hoge eisen als de klanten in de streek rond Kortrijk, waar men een sterk geïndustrialiseerd product maakte. Die strakke West-Belgische vormgeving paste niet in de Maasstreek waar de nijverheid gemoedelijker en minder gestandaardiseerd was en het product er minder fabrieksmatig en dus meer ambachtelijk uitzag.
De wens van Dernoncourt om de stijl van de De Bevere pijp in Andenne te gaan maken, werd evenmin doorgevoerd. Ook daarvoor is een reden. Het afwerken en met name het zorgvuldig glazen van de pijpen werd in Andenne niet meer gedaan. Die gewoonte was verdwenen mede omdat de klei uit Andenne daarvoor minder geschikt was. Door de simpele wijze van kleibereiding gaf deze niet het gewenste glanzende resultaat. Bovendien vroeg het egaal polijsten van de pijpen grote vakbekwaamheid en dat werk was in de jaren van wederopbouw absoluut onrendabel. Een derde reden was dat de fabriek De Bevere uiteindelijk niet volledig ophield, maar de productie afgeslankt werd vervolgd door de zwager van de laatste directeur. In de streek rond Kortrijk bleef dit nieuwe bedrijf een belangrijke klandizie behouden.
Ongetwijfeld koesterde Dernoncourt de hoop dat hij met de gereedschappen van De Bevere, de productie van de typische modellen uit de westelijke Belgisch-Franse grensstreek kon voortzetten.[5] Om die reden had hij bij De Bevere ook een serie persvormen aangeschaft. Uiteindelijk kwam deze specifieke smaak in de Rue des Chats niet op gang, op twee uitzonderingen na. Uit de populaire persvormen met het zogenaamde paardje, een manchetkop van De Bevere, werden tot 1958 volop pijpen geproduceerd. Ook van een manchetkop met vogelklauw werd nog een forse oplage getrokken. Verder droogde ook bij Dernoncourt de klandizie langzaam op totdat sluiting van de fabriek onvermijdelijk was.
We kunnen ons dus terecht afvragen of de koop van Dernoncourt succesvol is geweest. Zowel het hergebruik in eigen bedrijf als de verkoop aan anderen werd niet ten uitvoer gebracht. Hoewel Dernoncourt zichzelf mogelijk de rol als wederverkoper had toebedeeld en droomde van aantrekkelijke winsten, gebeurde dat niet. Zeker zal hij niet vermoed hebben dat een belangrijk deel van dit materiaal tientallen jaren ongebruikt in de weg bleef staan om er uiteindelijk op zijn oude dag toch nog een redelijke betaling voor te krijgen. Op dat moment was de gebruikswaarde getransformeerd in een curiositeitswaarde.
Conclusie
Nu we het vormmakersgereedschap van de firma De Bevere hebben leren kennen, levert dat een totaal nieuwe kijk op de vervaardiging en het onderhoud van persvormen op. Onverwacht aan de verzameling gereedschap is de geweldige omvang ervan en de grote variëteit aan beschikbare diameters van nagenoeg alle instrumenten. Daarnaast valt de buitengewoon grote perfectie ervan op en niet in de laatste plaats de zorgvuldigheid waarmee alles is gemaakt. Het is duidelijk dat dit materiaal een ongelooflijke liefde voor de techniek uitstraalt.
Door een beitel of schraper een keer door een persvorm te halen wordt duidelijk wat het belang is van goed gereedschap bij het afwerken van een ruwe persvorm of het bijwerken van een gebruikt exemplaar. Werkend vanaf de beitel via de schraper om te eindigen met de vijl kost het nauwelijks enige moeite om het metaal te bewerken. Hoewel het uiteraard een secuur werkje blijft die veel vaardigheid en precisie vraagt, blijkt het op deze manier werken geen onoverkomelijke hindernis meer. Het kennen van dit gereedschap rechtvaardigt het feit dat een vormmaker een ruwe gietling binnen anderhalve dag kan afwerken tot een perfect sluitende persvorm. Het maakt ook duidelijk dat het ophalen van een vorm in een uurtje kan worden gedaan.
Het is echter zeer de vraag of deze technische liefhebberij van de voor-vorige directeur van de fabriek De Bevere ook de liefhebberij van andere pijpenfabrikanten is geweest. Zeker is het zo dat een breed assortiment gereedschap het vormmakersambacht buitengewoon aangenaam maakt maar de tijdsinvestering in een dergelijke set gereedschap was aanzienlijk. Het smeden en uitharden van de verschillende instrumenten was een vak apart en alleen jarenlange productie rechtvaardigt de opbouw van een gespecialiseerde werkplaats als deze.
Duidelijk is wel dat De Bevere een van de best geoutilleerde en meest gestroomlijnde vormmakerijen bezat. Bijzonder is ook dat het gereedschap de specifieke stijl laat zien die van de West-Belgische pijp werd verwacht. Bij de grootste Goudse fabriek, namelijk Goedewaagen, lag het accent van het vormmakersgereedschap op het oplappen en in conditie houden van de persvormen. Bij een fabriek als Gambier in Givet was de aandacht vooral gericht op het vormgeven van versierde producten. In Kortrijk gaat het louter om het werken in een specifieke techniek binnen de vooraf bepaalde vormgevingsprincipes. Op een fabriek van zo’n twintig arbeiders werden wekelijks zo’n vijftien ophaal- of verstelbeurten verricht. Daarnaast werden er maandelijks gemiddeld twee nieuwe vormen gemaakt. Het vormmakersgereedschap was dus actief in gebruik.
Vanzelfsprekend is het buitengewoon jammer dat we van de oorspronkelijke werkplaats geen foto’s hebben. Dan zouden we kunnen zien hoe de werkbanken er uit hebben gezien, zodat we ons een beter beeld kunnen vormen van de wijze van werken. Vooral de opeenvolgende handelingen en de functie van bepaalde gereedschappen zijn nu nog schimmig. Naast dit weldoordachte gereedschap zal in de vormmakerij van De Bevere ook een gestroomlijnde wijze van werken zijn geweest met een efficiëntie die ons voor de vondst van dit gereedschap niet waarschijnlijk leek. Dat stukje inzicht danken wij dus aan de koop van Dernoncourt en het feit dat hij dit materiaal nooit heeft kunnen gebruiken noch slijten.
© Don Duco, Stichting Pijpenkabinet, Leiden, 1991.
Afbeeldingen
- Overzicht van het vormmakersgereedschap van De Bevere gepresenteerd in het Pijpenkabinet in Leiden.
Leiden, collectie Pijpenkabinet, Pk 8.896-8.910
- Handvat oudste type met cilindrisch heft met ingedraaide ringen. Kortrijk, De Bevere, 1880-1900.
Leiden, collectie Pijpenkabinet Pk 8.898a
- Handvat moderner type met zwaardere uitvoering maar van lichter hout. Kortrijk, De Bevere, 1900-1920.
Leiden, collectie Pijpenkabinet Pk 8.907a
- Handvat van het modernste type met versteviging van staaldraad. Kortrijk, De Bevere, 1910-1930.
Leiden, collectie Pijpenkabinet Pk 8.900a
- Metaalbeitels met ronde en ovale diameter. Kortrijk, De Bevere, 1880-1920.
Leiden, collectie Pijpenkabinet Pk 8.897a, Pk 8.896a
- Steelschraper met een cilindrische geharde staaf waarin groeven. Kortrijk, De Bevere, 1900-1920.
Leiden, collectie Pijpenkabinet Pk 8.899a - Steelvijl met een kusssenvormige afgeronde fijne vijl. Kortrijk, De Bevere, 1870-1900.
Leiden, collectie Pijpenkabinet Pk 8.902a
- Ketelruimer schraperversie. Kortrijk, De Bevere, 1880-1900.
Leiden, collectie Pijpenkabinet Pk 8.918a
- Ketelvijl waarin de ronding voor de pijpenkop. Kortrijk, De Bevere, 1910-1930.
Leiden, collectie Pijpenkabinet Pk 8.905a
- Ketelvijl of pissebed met ovaalvormig vijlgedeelte. Kortrijk, De Bevere, 1910-1930.
Leiden, collectie Pijpenkabinet Pk 8.900a
- Ketelvijl met kogelvormig vijlgedeelte. Kortrijk, De Bevere, 1915-1930.
Leiden, collectie Pijpenkabinet Pk 8.906a
- Directievijl, cirkelvormige vijl aan de buitenzijde geruwd. Kortrijk, De Bevere, 1910-1930.
Leiden, collectie Pijpenkabinet Pk 8.908a
- Hielvijl met een speciale bocht om over de vormkast te kunnen werken. Kortrijk, De Bevere, 1880-1900.
Leiden, collectie Pijpenkabinet Pk 8.904a
- Vijl voor knopmondstuk of knoop van de pijp. Kortrijk, De Bevere, 1880-1900.
Leiden, collectie Pijpenkabinet Pk 8.903a
- Merkstempel met letter D in parelcirkel. Kortrijk, De Bevere, 1900-1925.
Leiden, collectie Pijpenkabinet Pk 6.813a - Matrijs van staal voor het afslaan van het merkstempel. Kortrijk, De Bevere, 1900-1920.
Leiden, collectie Pijpenkabinet Pk 17.364 - Merkplaatjes die op een stalen matrijs worden gegoten. Kortrijk, De Bevere, 1920-1935.
Leiden, collectie Pijpenkabinet Pk 6.812a - Matrijs van staal voor het afslaan van merkplaatjes voor steelintaglio's. Kortrijk, De Bevere, 1900-1920.
Leiden, collectie Pijpenkabinet Pk 17.365
Noten
[1] Don Duco, Bronnen tot de geschiedenis van de pijpennijverheid in Europa, Amsterdam, 1976 e.v., E1985-10-04, E1987-04-03 Verslag van de aankoop.
[2] Leiden, collectie Pijpenkabinet Pk 7.605. De fabrikantencatalogus meldt op het kaft “Huis gesticht in 1800”.
[3] Archief Stad Kortrijk, Stukken betreffende de pijpenmerken W en WS in gebruik bij pijpenmakers te Kortrijk,
1820-1830.
[4] Don Duco, Bronnen tot de geschiedenis van de pijpennijverheid in Gouda, Amsterdam, 1976 e.v., G1918-01-01.
[5] Leiden, collectie Pijpenkabinet Pk 3.071, Pk 9.494 en Pk 9.486.