Honi soit qui mal y pense, een prestigieuze persvorm teruggevonden
Auteur:
Don Duco
Jaar van uitgave:
2008
Uitgever:
Stichting Pijpenkabinet
Beschrijving:
Bespreking van de persvorm voor de zogenaamde meterpijp, model 2 van de Koninklijke Goedewaagen die van de schroot is gered en jarenlang zoek was.
In 2001 schreef ik naar aanleiding van een bijzondere bruidegompijp die aan onze collectie werd toegevoegd een uitgebreid artikel over pijpen met het wapen van het Huis Hannover.[1] Dat artikel behandelt de geschiedenis van een bijzondere kleipijp die door Willem Begeer rond 1820 op de markt werd gebracht. Behalve een uitbundige reliëfdecoratie had deze pijp een steellengte van 37 duim ofwel bijna een meter.
De persvorm voor deze opmerkelijke kleipijp ging van de erven Begeer over op Johannes van Zutphen Maartensz. Ook deze maker voerde dit uitzonderlijke pijpmodel in zijn assortiment al paste hij de vorm iets aan. Wanneer hij in 1867 komt te overlijden wordt Pieter Goedewaagen een jaar later eigenaar van zijn productiemateriaal. Goedewaagen houdt het pijpmodel met het wapen van Hannover in productie, zij het dat de verkoop in die dagen niet meer zo van belang is want de langste soorten pijpen waren inmiddels danig uit de mode geraakt. Op een gegeven moment vervangt hij de vorm voor een nieuw exemplaar. De vervaardiging continueert vervolgens tot circa 1920, zij het mondjesmaat.

Ondanks de uitgebreidheid laat het gemelde artikel uit 2001 verschillende details in het ongewisse omdat beide persvormen voor deze pijpen niet in het onderzoek konden worden betrokken. Van de ene vorm werd verondersteld dat deze zou zijn omgesmolten, de andere verdween uit het zicht. Zodoende bleef onbekend wanneer Pieter Goedewaagen besloot om de geleidelijk wat afgereden persvorm te vervangen voor een nieuwe. Ook is onduidelijk wat daarvoor de aanleiding is geweest. Door een ongelooflijk toeval dook dit jaar de vermiste persvorm op en aan de hand daarvan zijn enkele vragen van weleer nu op te lossen. Aan deze bijzondere aanwinst en de nieuwe inzichten die deze persvorm opleveren is dit artikel gewijd.
Beschrijving van de persvorm
Als verwacht is de persvorm van messing gemaakt en bestaat uit twee delen (afb. 1-2). De lengte is 107 centimeter en in gesloten toestand is de vorm maximaal 4,2 centimeter dik. Het gewicht bedraagt 7,28 kilogram. De zogenaamde hecht wordt gevormd door elf nokken langs de bovenzijde van de steel waarin zich ijzeren sluitpennen bevinden. Deze nokken zijn langs de steel gelijkelijk verdeeld maar houden ruim voor het einde van de vorm op. De sluitpennen langs de bovenzijde van de steel zitten in de achterste helft wanneer de vorm met de kop naar rechts in de bankschroef is gedraaid. Het is bij persvormen gebruikelijk dat de hecht aan de bovenzijde zit. Aan de onderzijde zit alleen een pengatverbinding onder de ketel en aan het eindstuk van de steel.

Hoewel de functie niet bekend is, bevinden zich aan de onderzijde van de vorm eveneens elf halvecirkelvormige nokken, waarbij de buitenste en de middelste duidelijk groter zijn. Standaard is de laatste nok niet halfrond maar langgerekt en hierin is de sluitpen altijd a-centrisch geplaatst. De reden daarvoor is nog altijd onduidelijk maar we zien dit kenmerk bij alle langere vormen uit Gouda. Op de drie wat forsere nokken aan de onderzijde staat de persvorm wanneer deze in de bankschroef wordt geplaatst. Door het schuiven in de schroef zijn deze drie nokken aan de onderzijde enigszins afgesleten.

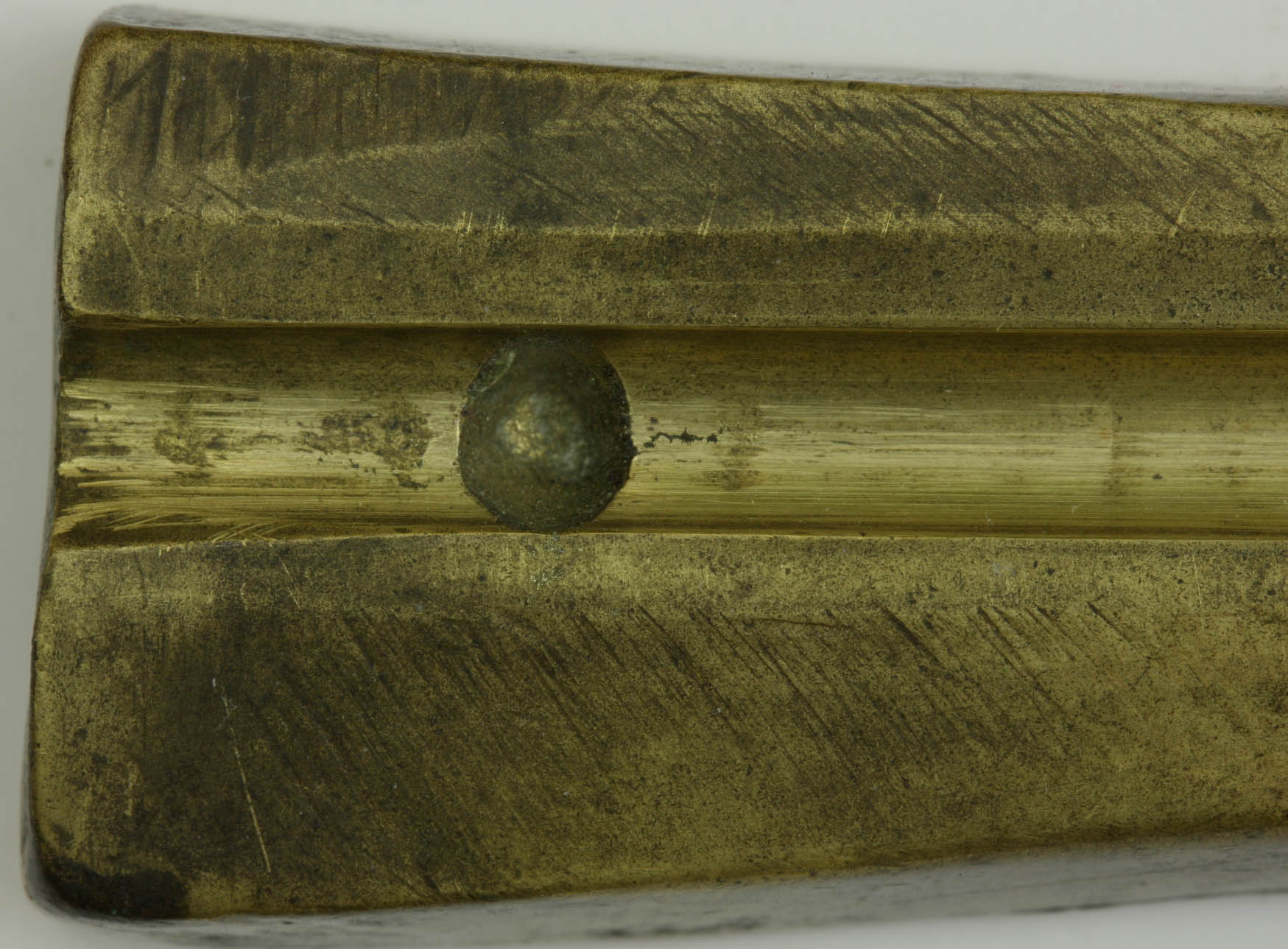
Onverwacht is dat het zogenaamde afsnijpunt in de steel te dicht bij het vormeinde zit, namelijk op 1,5 centimeter afstand (afb. 4). Meestal is deze afstand groter en ligt zo rond de twee tot drie centimeter. Vermoedelijk heeft dit iets te maken met de lengte van de bankschroef waarin de vorm werd geplaatst. Zou het aanloopstuk van de steel langer zijn gemaakt, dan zou dit buiten de rijplaten van de schroef vallen en zou de vorm niet egaal geklemd kunnen worden. Het afsnijpunt is doorgaans een eenvoudig puntje dat voor de kaster diende om te weten op welke plaats de steel moest worden afgesneden. Hier is dit punt heel expliciet gemaakt en is behalve groot ook vrij diep en heeft daarmee een sterk remmende werking op de klei die door de druk bij het persen van de ketelopening aan de steelzijde uit de vorm neigt te schuiven. Het forse formaat van het afsnijpunt lijkt hier de plaatsing dicht bij het vormeind dus te compenseren.

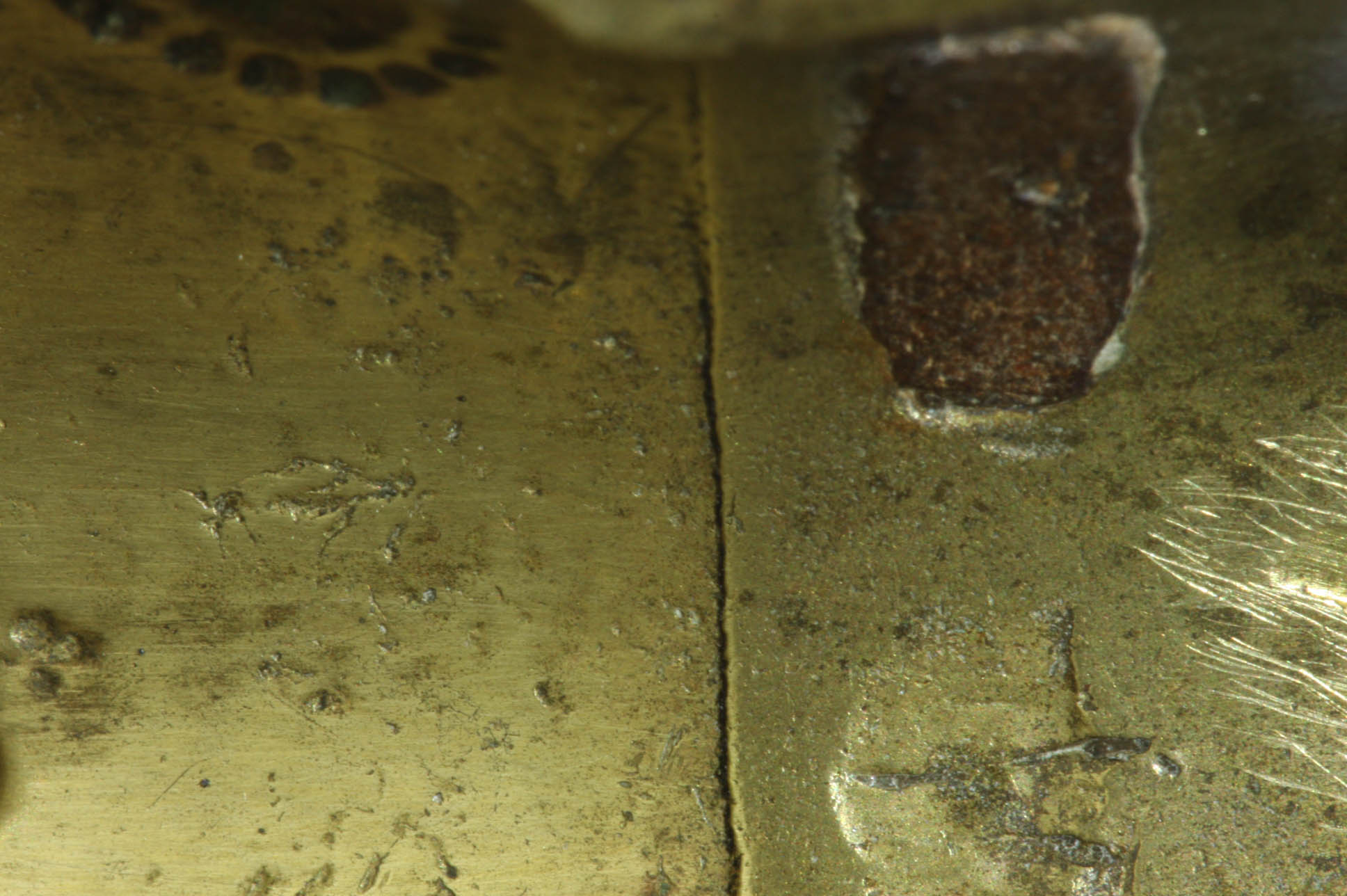
Opvallend aan het ketelgedeelte van de persvorm is de dunwandigheid, waardoor deze zone ook tamelijk kwetsbaar wordt. Een scheurtje dat ooit in de zijkant ontstond, is met een ingeboord gat waarin een koperen pennetje is geplaatst voor verder inscheuren gestuit (afb. 5). Uiteraard dient de lichte uitvoering van de vorm in het algemeen en de ketel in het bijzonder het comfort van de pijpenmaker die tijdens de productie uit deze vorm toch al bij iedere keer het gewicht van ruim zeven kilo moest tillen. Niet verwonderlijk dus, dat de kaster voor de productie van dergelijke lange pijpen het hoogst denkbare loon per gros verdiende.
In het meergemelde artikel van 2001 is de decoratie op deze pijp uitgebreid besproken. Over de voorstelling hoef ik hier dus niet verder uit te wijden. Wel is het zinvol enkele aanvullende technische informatie te geven over de wijze waarop de decoratie in de vorm is aangebracht. Ten eerste is er een groot verschil te zien tussen de ketel- (afb. 3) en de steeldecoratie (afb. 7-8). Deze uit zich primair door een forse slijtage in de ketel. Bij het stopperen van de pijp wrong de klei zich langs de ketelwand naar boven en schuurde deze uit. Dat gebeurde in de steel aanzienlijk minder, zeker wanneer rollen van de juiste dikte werden aangeleverd. Een tweede verschil is dat bij de ketelversiering meer handgraveerwerk is toegepast, waarbij vervolgens de details met slagstempels zijn aangebracht. Bij de steel is dat andersom.



Hoewel bij de keteldecoratie het graveerwerk lijkt te overheersen, blijkt dat bij nadere beschouwing onjuist en zijn alleen de vlakken in de voorstelling, zoals het lichaam van de schildhouders en de contouren van het wapen met de burijn gesneden. Vrijwel alle aanvullende details zijn met slagstempels aangebracht. Dat geldt voor de wapenmotieven, de onderdelen van de kroon en natuurlijk de letters in het tekstlint. Een onverwachte oplossing zien we bij de staande eenhoorn rechts op de ketel, waar de halsband van het dier is geslagen met het slagstempel van een brede lage kroon. Een merkwaardige maar effectieve oplossing voor dit sterk aan slijtage onderhevige motief dat bij het ophalen van de vorm met enkele hamerslagen weer kon worden aangescherpt.
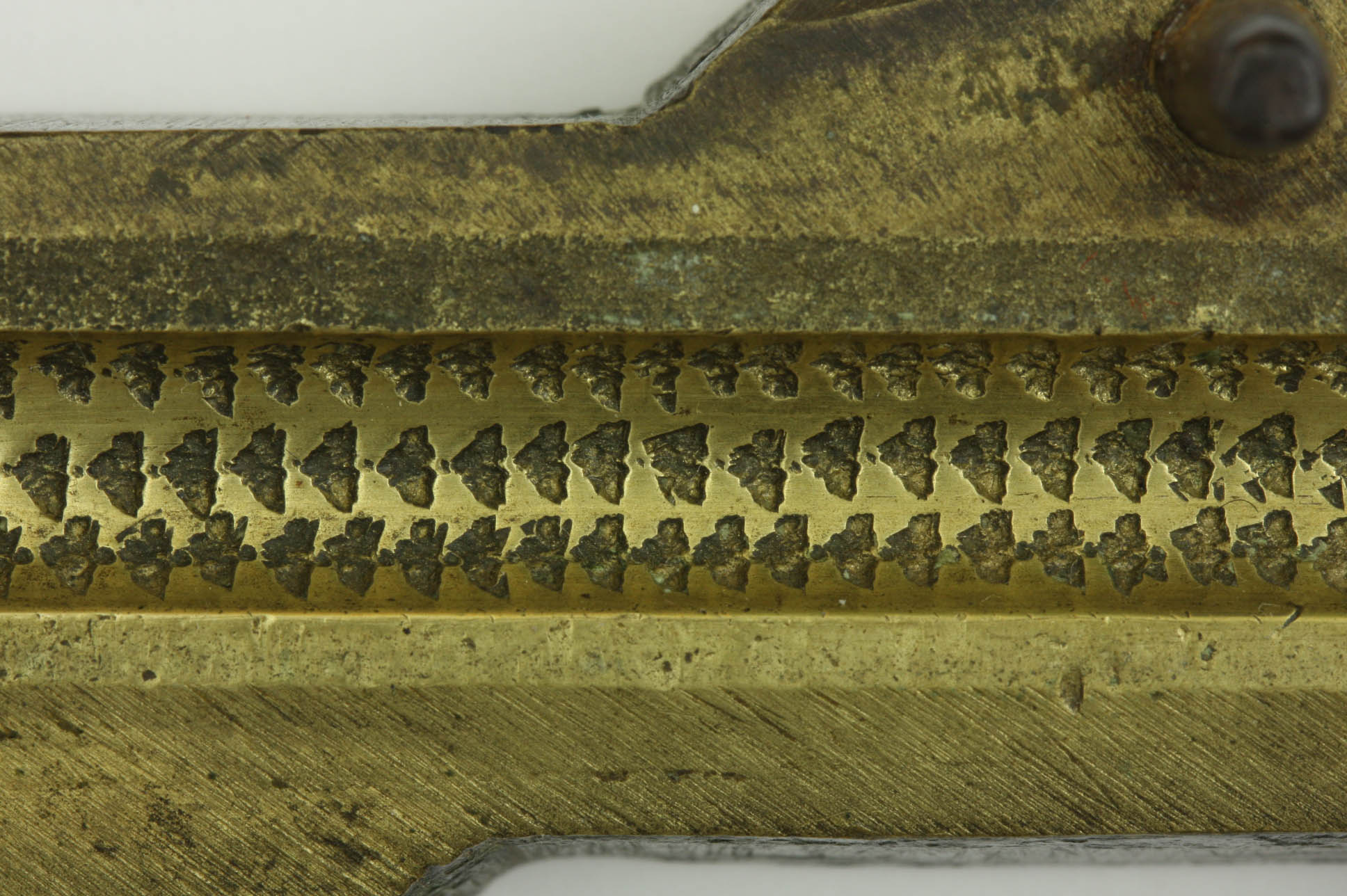
De steel laat vier zones zien, de eerste en de derde zijn volledig uit slagstempels opgebouwd. De andere twee zijn gemaakt door als eerste een slingerende rank in de steel te graveren. Daarna werd deze aangekleed met bladwerk en andere motiefjes. Centraal in iedere bocht werd als eerste een hoofdmotief afgeslagen. Meestal is dat een springend hondje, soms worden als afwisseling ook andere uitbeeldingen gebruikt. Hier is gebruik gemaakt van een zittende kievit (afb. 8), een voorstelling die overigens niet nieuw is. Reeds bij pijpen van Arie van Houten uit het derde kwart van de achttiende eeuw komen we dit motief tegen.[2] Opmerkelijk is, dat hiervoor twee verschillende slagstempels zijn gebruikt, want de rechter en de linker vormhelft zijn volledig symmetrisch opgebouwd en aan beide zijden kijken de beestjes in de richting van de pijpenkop.
De slagstempels zijn zo afgeslagen dat zij niet in de rondte van de pijpensteel gaan, maar steeds loodrecht van boven zijn aangebracht toen de pijpvorm op de werkbank lag. Hierdoor wordt de reliëfpijp beter lossend en is er minder risico dat de motieven breken en stukjes klei in de persvorm achterblijven. Wel zijn door deze werkwijze de decoraties bij de vormnaden daarmee gemiddeld een fractie zwaarder van reliëf dan op de zijkanten van de steel. Bij het afwerken van de pijp werd dit zwaardere reliëf gecamoufleerd door de vormnaden niet glad af te strijken maar met een kam op te ruwen, zodat in plaats van een contrasterende gladde vormnaad juist een doorlopend reliëf van kleine streepjes ontstond.
Onverwacht is verder het lint waarop het adres van de pijpenmaker staat. Dit lint sluit niet bij de ketel af met een ingeknipt einde zoals bij het mondstuk maar eindigt in het niets (afb. 11). Waarschijnlijk is dit veroorzaakt door de onverwacht lange fabrieksnaam, die een charmante afsluiting in de weg stond. Het lijkt er op dat de vormmaker de gravering op het gevoel en vanuit jarenlange ervaring aanbracht en niet naar een werktekening of ander voorbeeld. De ongebruikelijk lange fabrieksnaam doorbrak een gewoonte en leverde hem daarom een ruimteprobleem op.
Wanneer we het graveerwerk in de vorm bestuderen dan neemt het respect voor de vormgraveur niet toe. We zien dat het opbouwen van de decoratie volgens een bepaalde gestandaardiseerde werkwijze eigenlijk niet zo moeilijk is, vooral niet wanneer we bedenken dat daarvoor overwegend slagstempels zijn gebruikt, die met enkele hamertikken een haarscherp motief achterlieten. Zelfs de keuze van de motieven is wat onverwacht. De slingerende rank is bijvoorbeeld aangekleed met bladmotiefjes waarbij een langgerekt blaadje het meest voorkomt. Daarnaast is als meer compact blaadje een akertje afgeslagen, dat omgekeerd is geplaatst en daardoor als zodanig niet meer herkenbaar is maar de suggestieve werking van een blaadje vervult. Het motief druiventros is niet als geheel geslagen, maar is opgebouwd uit afzonderlijke stippen. Treffend is het gebruik van een wat zwaarder bladmotief waarmee de slingerende rank op vijf plaatsen is onderbroken en waaruit steeds een terugkrullend takje is gegraveerd die het ijle aspect van de rank op zeer geraffineerde wijze doorbreekt.

Dat de vormgraveur zich soms moest behelpen zien we aan het adres. Het slagstempel voor het teken "&" in de naam ontbrak blijkbaar in het alfabet en om dit op te lossen werden drie verschillende motiefjes afgeslagen, die tezamen het gewenste teken opleveren. In het slagwerk in de persvorm is deze kunstgreep duidelijk te zien maar merkwaardig genoeg valt dit bij de afdruk absoluut niet op, evenmin als het gebruik van de akertjes voor de bladmotiefjes. Merkwaardig is dus dat het gebruik van gelijkende maar andere motieven, zoals een akertje voor een blad en op de ketel een kroon voor een halsband, in het geheel niet storend werken en bij het eindresultaat zelfs nauwelijks zichtbaar zijn.
Duidelijk is, dat de decoratie in deze persvorm eigenlijk met betrekkelijk weinig slagstempels is gemaakt. Het tellen van het aantal motieven blijkt echter nogal lastig, vooral omdat sommige stempels dubbel geslagen zijn en daardoor anders lijken.[3] Van het alfabet zijn achttien letters gebruikt, voor de keteldecoratie dienden verder nog twaalf stempels terwijl de steel is opgebouwd met behulp van elf slagstempels. Zone twee van de steel is het uitgebreidst en hier onderscheiden we vijf verschillende stempels, waarvan alleen de twee meest bescheiden motiefjes voor het eindstuk zijn gebruikt omdat dat steelstuk een transparantere uitstraling moest hebben.


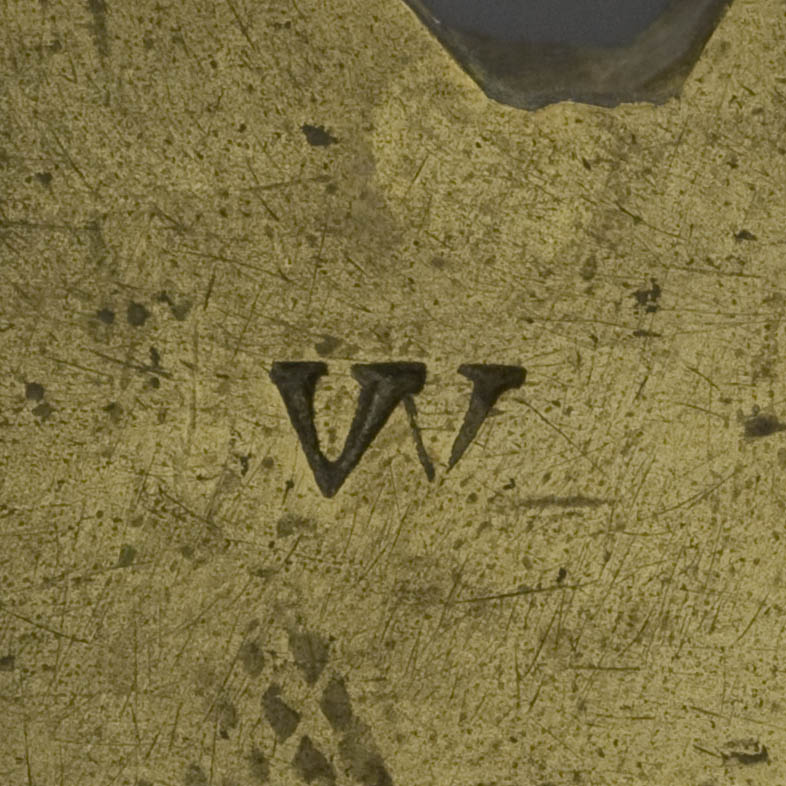
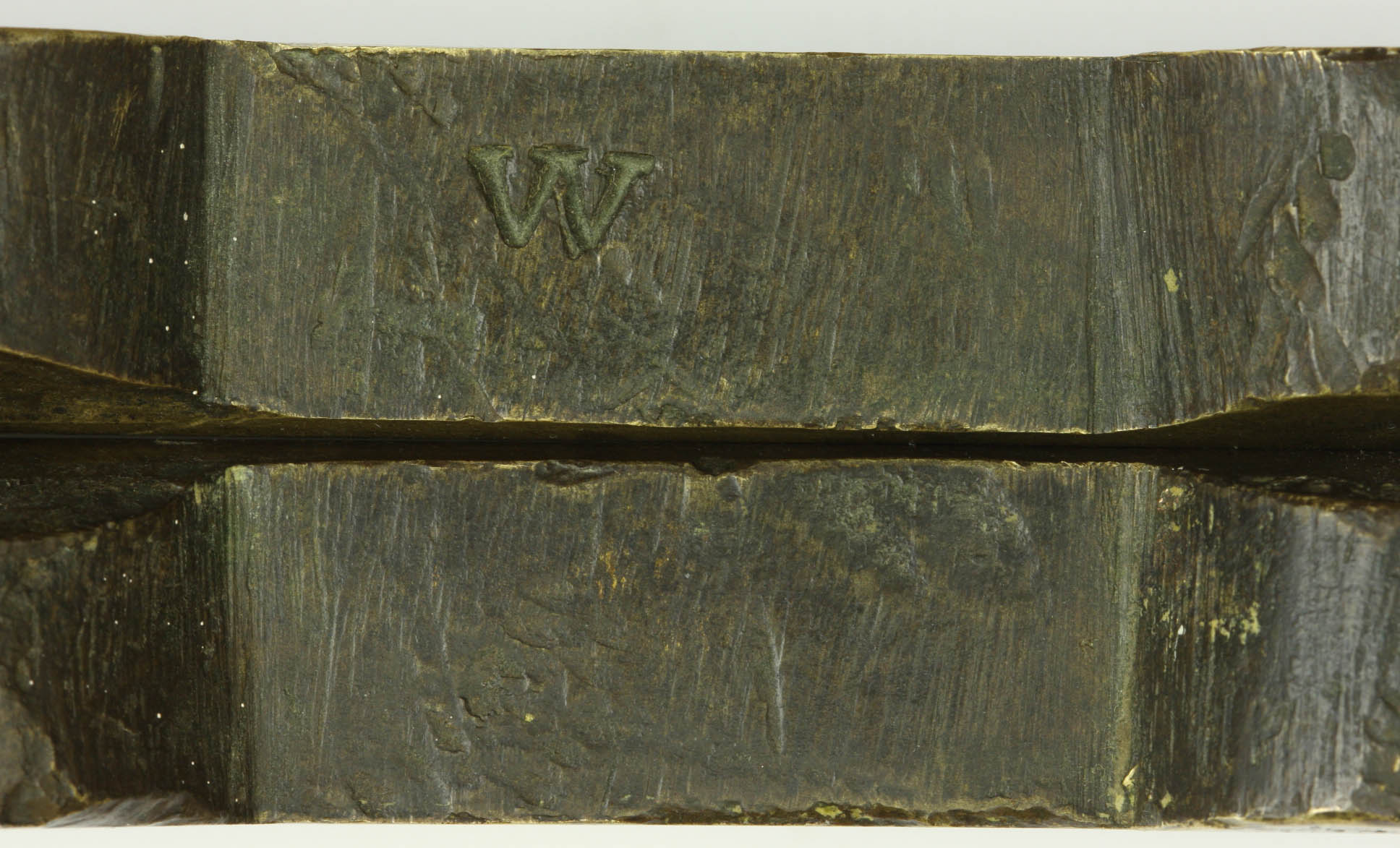
Op de zijkant van de hiel van de pijp zien we in de persvorm nog het oorspronkelijke wapenschildje dat als bijmerk voor de betere kwaliteit pijpen werd gebruikt. Omdat dit keurteken in de tweede helft van de negentiende eeuw zijn waarde had verloren, is het door de vormmaker weggevijld. Op de kleipijp is dit teken niet meer zichtbaar, maar in de persvorm blijkt het nog net wel te zien. Een andere ontdekking is het voorkomen van een ingeslagen initiaal, die tweemaal op de vormkast is aangebracht. Het gaat om de letter "W", waarvan het slagstempel gezien de vorm van de letter uit de tijd van ontstaan van de vorm moet stammen (afb. 13). Mogelijk hebben we te doen met een signatuur van de vormgieter of moeten we hierin een eigendomsteken van de pijpenmaker zien.
Op het ketelgedeelte van de vormkast is aan de achterzijde een modelnummer aangebracht. De vroegste versie van dit nummer is met brede burijnsteken gegraveerd en we lezen in schoonschrift "190". Vermoedelijk werd dit vormnummer kort na de aankoop van deze vorm in het bedrijf van Pieter Goedewaagen aangebracht, in of kort voor 1870. Tien jaar later, rond 1881, gingen Pieter Goedewaagen, inmiddels geassocieerd met zijn zoon Aart, op een nieuwe nummering over. Die nummers werden niet langer gegraveerd maar met een slagstempel ingeslagen. In de ene vormhelft werd het cijfer 2 van het model geslagen, in de andere vormhelft zien we over de oude gravering van het nummer 190 het cijfer 1. Dit tweede cijfer geeft het aantal persvormen aan dat men van een bepaald model had. Bij de meeste vormen van Goedewaagen was dat maar één exemplaar. De combinatie van oude gegraveerde nummers met ingeslagen cijfers zien we in het vormenbestand van Goedewaagen zelden en de reden hiervoor komt later nog ter sprake.

Graveur van deze persvorm is Pieter Gerardus Scholenaar, zoon van de zilversmid Pieter Scholenaar en opvolger van zijn vader. Scholenaar junior neemt in 1863 het bedrijf van zijn vader over en werkt tot aan zijn dood in 1898. Als van ouds hadden de Scholenaars contact met de familie Goedewaagen en na het overlijden van Pieter Gerardus gaat een deel van diens boedel zelfs naar Pieter Goedewaagen over. Toen Scholenaar junior deze vorm graveerde was hij al achterin de zestig en wellicht zien we in het weinig strakke patroon van de eerste steelzone met het repeterende bladmotiefje de leeftijd van de graveur terug. Dit gedeelte zal in vroeger tijden zeker strakker zijn geweest dan het bij deze vorm is. Omdat in het familiebedrijf al generaties lang slagstempels werden gebruikt, was er een keuze uit zo’n 400 verschillende exemplaren, waarvan Scholenaar dus slechts tien procent bij de gravering van deze vorm gebruikte.
De levensloop van de persvorm
In de stad Gouda was de pijpennijverheid al sinds de zeventiende eeuw strak georganiseerd, de onderlinge concurrentie en de regelgeving van het gilde had daarvoor gezorgd. Om die reden werd de productie in een helder assortiment aangeboden. Zichzelf respecterende pijpenmakers bouwen een gereedschapsbestand op dat aansloot bij hun assortiment, doorgaans een specialisatie van het totale marktaanbod. Voor kleinere makers was dat een stukje van het gamma aan soorten, kwaliteiten en modellen en meestal lagen de producten die zij leverden in soort en kwaliteit dicht bij elkaar. Voor een fabrikant als Goedewaagen lag dat anders. Zij voerden een assortiment pijpen over de volledige breedte: van kort naar lang, in alle denkbare ketelvarianten, met en zonder decoratie en in grove en fijne kwaliteit.
Alleen de fabrikanten van het hoogste gezag legden zich op de bovenmaatse pijpen toe. Niet alleen was de investering in deze soort het hoogst, men had er ook de best geschoolde arbeiders voor nodig. Daarnaast was er een nog belangrijkere reden. De productie van bovenmaats goed kon pas plaatsvinden op het moment dat de pijpenfabrikant eigenaar was van een eigen pottenbakkersoven. Dat was nodig omdat de potten waarin het bovenmaatse werk werd gebakken een geweldige hoogte hadden. In dergelijke potten werden namelijk eerst 37 duimers geplaatst, daarna 33 duimers, soms afgevuld met 29 duims of 25 duims pijpen en tenslotte kortere soorten. Omdat hoger in de pot dus steeds kortere pijpen werden gedaan, ontstond een perfecte, economisch verantwoorde opbouw. Dergelijke torenhoge pijpenpotten, afgedekt zo’n anderhalve meter, vielen buiten het reguliere tarief van bakken en waren daarom voorbehouden aan de pijpenmaker met een eigen oven.
Bij de traditionele pijpensoorten, de Goudse maatpijpen en de bovenmaatse producten, was het vormenbezit al in de achttiende eeuw gestandaardiseerd. De fabrikant had speciale vormen voor de porceleijne pijpen en voor de fijne pijpen. Bij kapitaalkrachtige bedrijven aangevuld met een gesneden exemplaar van iedere soort. Daarvan was de porceleijne versie doorgaans voorzien van een gladde steel, de fijne pijp had een reliëfsteel. Die aanvulling van gedecoreerde producten diende primair om als geschenk bij een gros onversierde pijpen een zogenaamde bonte pijp te leveren. Uiteraard waren de versierde pijpen ook bij aantal verkrijgbaar maar de vraag ernaar was beperkt.


Die indeling in het vormenbestand zien we anno 1880 in het assortiment van Goedewaagen nog terug. De langste soorten, de 37 duimer en de 33 duimer worden beide geleverd in glad en gewerkt. Gezien de oplages van doorgaans een gros voor de gladde tegen enkele stuks van de gewerkte pijpen was de slijtage van de gladde vorm verreweg het grootst. De gewerkte persvorm was daarentegen maar beperkt in productie. Om die reden had de Goudse pijpenmaker al in de achttiende eeuw een roulatiesysteem van zijn persvormen bedacht, gebaseerd op zuinigheid en effectief gebruik van het gereedschap.
Een nieuwe persvorm werd als eerste voor de beste pijpen gebruikt. De persvorm is nog scherp, sluit maximaal en aan de pijp hoeft dus weinig tremwerk te worden verricht. Na een periode van productie en een aantal maken ophalen, vermindert de vormzuiverheid van de pijp. Dezelfde pijpen worden nu niet langer als beste kwaliteit maar als gewone verkocht. De vorm blijft zo nog geruime tijd in gebruik totdat deze na nog meer ophaalbeurten dun aan het worden is. Op dat moment is het tijd geworden de vorm te laten graveren om deze voor een versierde oplage te gaan gebruiken.
Door de reliëfdecoratie in een gesleten vorm aan te brengen, was het mogelijk de persvorm op een nieuwe wijze te benutten. Het door slijtage licht onzuiver geworden model van de pijp wordt door de reliëfdecoratie verdoezeld, zodat de vormslijtage geen bezwaar voor het eindproduct is. Daarnaast is er nog een tweede reden de reliëfpijp in een gesleten vorm te maken. Gegraveerde persvormen laten zich namelijk niet al te vaak ophalen, omdat de decoratie ongelijkmatig slijt waardoor de versiering op een gegeven moment een spookachtige uitstraling krijgt. Tevens is de decoratie vaak tijdgebonden, zeker wanneer deze wordt gemaakt voor een speciale gelegenheid met een beperkte actualiteitswaarde.
Het terugvinden van deze prestigieuze persvorm bewijst dat bij de firma Goedewaagen een werkwijze werd gevolgd die volledig overeenstemt met wat in de Goudse gildentijd al gebruikelijk was. De persvorm werd namelijk pas gedecoreerd nadat deze langere tijd voor gladde pijpeen dienst had gedaan. Toen de kwaliteit was teruggelopen besloot men over te gaan tot de laatste fase van gebruik, namelijk als persvorm voor versierde waar.
Nu gaat het nog om de datering van de persvorm. Pieter Goedewaagen neemt de productie van deze langste soorten pijpen over van Johannes van Zutphen. Bewijs is het in de vorm gegraveerde modelnummer dat na de aankoop werd aangebracht.

Bij de herziening van het modellenbestand van de firma Goedewaagen in 1881, een van de eerste acties van compagnon Aart Goedewaagen, werd het totale assortiment onder de loep genomen en een nieuwe ordening gemaakt. Daarmee verviel de gebruikelijke indeling waarbij een verschil werd gemaakt tussen het modelnummer van de vorm en het bestelnummer van de pijp. In een uniforme nummerlijst zonder noodzakelijke concordantie kregen de vormen nu een oplopend nummer en werden gelijktijdig meer logisch gerangschikt. Daarmee verdween dus de oude chronologie, lees de volgorde van binnenkomst van de persvorm uit de lijst om plaats te maken voor een meer doordachte indeling.
In de nieuwe vormenlijst werden eerst de lange, zogenaamde bovenmaats pijpen en de standaard maatpijpen opgevoerd, daarna volgden de andere soorten. Zo gebeurde het dat de historische modellen op de laagste nummers kwamen. Nummer 1 werd een 38 duimer, model 2 en 3 waren een 37 duimer respectievelijk gewerkte en glad. Echter bij dit bovenmaatse werk werden veel incourante vormen niet daadwerkelijk omgenummerd, maar behielden hun oorspronkelijke oude nummer. Zij werden op de eerste pagina van het vormenschrift ingeschreven met de bedoeling misschien ooit bij productie of vervanging te worden hernummerd.
Op het moment dat de persvorm van de gladde 37 duimer van een gravering werd voorzien, moest eerst een nieuwe 37 duims vorm worden gemaakt waarin voortaan de onversierde pijpen werden geperst. Ook die vorm bleef bewaard en als bij een zeldzaam toeval staat in de vormkast het jaartal 1885 ingeslagen.[4] Deze persvorm heeft nog maar minimaal voor productie dienst gedaan en dat is begrijpelijk want de gangbare gladde 37 duims pijp wordt na 1885 nog maar nauwelijks geleverd. Het is een curiositeitartikel geworden dat naast de maatpijp met een standaardlengte slechts een paar procent van de productie uitmaakte. Toch moet er een reden geweest zijn deze persvorm opnieuw te maken. In eerste instantie was dat nodig om de kwaliteit van het product te waarborgen. De oude vorm was te sterk gesleten om daaruit nog een strakke pijp te persen en klaarblijkelijk was er in die dagen nog een klantenbestand voor de gladde 37 duimer. Het was in ieder geval in die periode een serieuzer artikel dan de gewerkte pijp, die vaak alleen maar als een geschenk bij een gros gladde pijpen werd vergeven.
Hoewel de nieuwe vorm een nagenoeg identieke binnen- en buitenvorm heeft, is deze niet van de oude vorm geprent. Gebruikelijk was namelijk om van de mal een ongebruikte exemplaar te bewaren om deze bij afgieten te gebruiken om bij de vormgieter in de vormkast te worden afgedrukt.[5] De lichte afwijking tussen de ene en de andere persvorm wordt namelijk bewezen wanneer we de twee vormhelften op elkaar leggen en zien dat de nokken iets verlopen. Voor deze vorm diende dus een andere prentvorm.
Terwijl ik altijd in de veronderstelling verkeerde dat voor de nieuw versie van de meterpijp een volledig nieuwe persvorm was gemaakt, bewijst de recente aankoop dat dit niet het geval is geweest. De graveur kreeg de opdracht in een flink gesleten persvorm, die nog slechts geschikt was voor de productie van enkele duizenden pijpen, de decoratie aan te brengen. Daarmee volgde Goedewaagen het gebruikelijke Goudse patroon van werken.
Rond 1885 is de meterpijp uit het assortiment opgewaardeerd. Voor de gladde, onversierde versie werd een nieuwe vorm gemaakt. De gesleten vorm ging dienst doen voor een gewerkte vorm, warvoor Scholenaar het graveerwerk verzorgde. De naam op de steel werd geactualiseerd en ook dit product zag er weer scherp en perfect uit. Hoewel je zou verwachten dat Goedewaagen zin die jaren zijn aandacht op de korte pijp had gericht, bewijst deze actie het tegendeel. Naar de reden van deze opwaardering kunnen we slechts gissen. Deed men mee aan een expositie of streefde men naar een vernieuwde belangstelling van een ouderwets product?
Het rendement van deze actie moet niet bijster groot zijn geweest. De gladde persvorm is nauwelijks gebruik en de verkoop zette dus niet door. Een reden hiervoor is wel aan te halen. In die periode werd het steeds moeilijker tremsters en vooral glaasters te krijgen die de nabehandeling verzorgden en zonder glaaswerk had deze pijp niet de juiste uistraling. Om die reden is besloten de versierde pijp geleidelijk de plaats van de gladde pijp te laten innemen. De productie daarvan bleef doorlopen tot in de twintigste eeuw, zij het mondjesmaat.




Een en ander bewijst dat de Honi soit-persvorm die van Van Zutphen werd overgenomen bij Goedewaagen van 1868 tot 1885 in gebruik is gebleven. Daarna is deze vervangen voor de hier afgebeelde, waardoor niet alleen het reliëf weer scherp werd maar dankzij enkele modelaanpassingen de pijp ook beter bij de markt aansloot. Een grotere ketel, een explicietere hiel en hernieuwde scherpte voor het reliëfwerk. Zij werd de perfecte tegenhanger van de nieuwe gladde 37 duimer.
Enkele jaren later, in 1889, werd het tweede eeuwfeest van de kroning van stadhouder Willem III als koning van Engeland gememoreerd. De firma Goedewaagen meende met deze persvorm in het bezit te zijn van een pijp met het wapen van de Oranjestadhouder, de latere koning van Engeland. Vermoedelijk was die informatie hen ingefluisterd door oude pijpenmakers die dit wapen verwarden met het stadhouderlijke wapen dat in de jaren 1740 algemeen in pijpvormen werd aangebracht. Met deze bijzondere pijp zouden de Goedewaagen’s dus een toepasselijke herdenkingspijp voor de Engelse markt hebben. Het tegendeel bleek echter het geval te zijn. Ten eerste werd door de kritische klant het wapen van de stadhouder-koning van Engeland onmiddellijk ontmaskerd als onjuist. Daarnaast genoot de bovenmatig lang gesteelde pijp in Engeland geen belangstelling omdat de roker daar bij voorkeur uit een licht gebogen pijpmodel rookte.


Van het vormenbestand van de firma P. Goedewaagen & Zoon is een cahier bewaard gebleven waarin het gereedschap staat beschreven.[6] Voorin dit vormenschrift vinden we een lijstje met oude bovenmaatse vormen en hun nummering, die dan niet meer in productie zijn. Het gaat om de nummers 184 tot en met 192. In de reeks ontbreken de nummers 185 en 190. Deze laatste vorm is nu teruggevonden en herbruikt als nummer 2 in de nieuwe modellenlijst.
In mijn artikel van 2001 was ik nog in het ongewisse over de metervorm zich bij de sigarenzaak Jaske bevond en daar door Goedewaagen in bruikleen was gegeven op het moment dat de stad Gouda haar 700ste geboortedag vierde. Het was de vorm die nadien niet werd geretourneerd en waarvan Jaske zelf beweerde dat deze gestolen was. Inmiddels is deze leugen ontmaskerd. De vorm bevond zich zoals ik veronderstelde gewoon in het bezit van de familie maar is inmiddels door de zoon van de sigarenboer verkocht. Koper is de conservator van het museum in Gouda die in zijn onwetendheid niet wist dat het om een bruikleen van de toenmalige Koninklijke Goedewaagen ging. Die vorm blijkt nu het exemplaar van Van Zutphen te zijn en draagt in de steel nog diens naam. Daarmee weten we dat het steelopschrift van Van Zutphen door Goedewaagen merkwaardig genoeg nooit werd veranderd. Mogelijk dat de productie van deze lange pijp tussen het moment van aanschaf in 1868 en het moment van vervangen van de vorm in 1885 nauwelijks van belang is geweest.

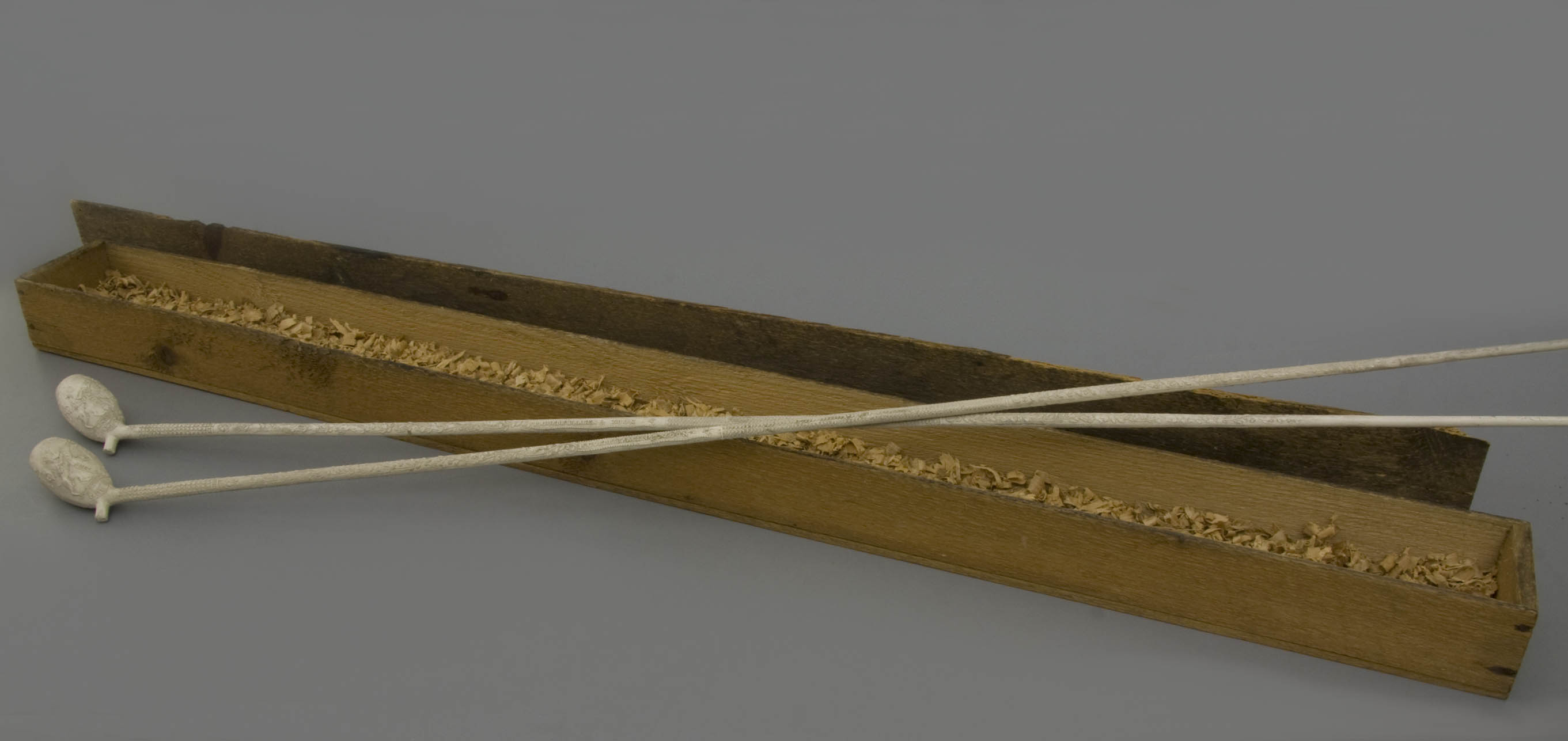
In hetzelfde meergemelde artikel veronderstel ik dat de aanmaak van de meterpijp met het wapen van het Huis Hannover aanvankelijk bedoeld was om als pijp opgedragen aan stadhouder Willem III te markten. Dat is dus onjuist gebleken maar vond vier jaar eerder plaats. Gelijktijdig ontbrak het bewijs dat ooit export naar Engeland had plaatsgevonden. Ook die informatie kwam inmiddels boven water. Op een veiling in Beccles in de county Suffolk werd enkele jaren geleden een kistje aangeboden waarin zich twee identieke meterpijpen met het wapen van het Huis Hannover bevonden (afb. 14).[7] Het gaat duidelijk om pijpen geperst in een verse vorm waarvan het scherpe reliëf op de pijpen getuigt. Beide producten zijn nooit gerookt en bleven meer dan een eeuw in ongeschonden staat in hun verpakking. Uiteraard danken zij hun overlevering aan het houten kistje waarin zij werden verkocht.




De aanleiding om deze persvorm te laten graveren blijft dus onduidelijk en hetzelfde geldt voor het economische rendement. Toch heeft de gesneden persvorm van 1885 tot circa 1920 zijn dienst bewezen. Hierdoor is ook de tweede versie van deze vorm aardig afgereden geraakt. Qua persvorm omdat deze al niet meer nieuw was, maar ook qua graveerwerk omdat het reliëfwerk nu eenmaal fors aan slijtage onderhevig was. Dat wordt bewezen door de tamelijk verzeepte ketelgravering maar de slijtage uit zich vooral in de zeer dunne wanddikte aan weerszijden van de pijpenkop. Na een paar ophaalbeurten zou deze door de vormkast heen komen en was de vorm definitief onbruikbaar.
Tot besluit
Duidelijk is, dat de aankoop van de verloren gewaande persvorm van de meterpijp van Goedewaagen het mogelijk heeft gemaakt de puntjes op de i te zetten voor wat betreft de kennis over deze bijzondere, bovenmaatse pijp. Bestudering van de persvorm bewijst dat een onversierde reeds gesleten mal werd gebruikt, geheel volgens de regels uit de oude gildentijd. Gelijktijdig werd een nieuwe vorm voor de gladde pijp gegoten, die als meer serieus rookgerei toen nog bij mondjesmaat werd gebruikt. Dankzij het ingeslagen jaartal 1885 is de datum van die actie overgeleverd. Voor het onversierde product was de vormzuiverheid van groter belang. Tevens is meer over de oplage van de meterpijp bekend geworden. De overgenomen persvorm van Van Zutphen heeft bij Goedewaagen blijkbaar weinig dienst gedaan en dat wordt mede bewezen door het feit dat het opschrift nooit werd geactualiseerd. Het doel van de herproductie blijft echter nog wat schimmig, uitgaande van de forse investering in en een nieuwe gladde vorm en het graveerwerk voor de bestaande mal. Dat het historische gereedschap rond 1885 bij de fabriek werd gewaardeerd blijkt uit het feit dat de oude vorm zorgvuldig werd bewaard. Dit gebruikleende object dook enkele jaren geleden op bij de liquidatie van een Goudse sigarenzaak.
Tot slot is het aardig om te weten wat er met onze persvorm gebeurde vanaf het moment dat deze de fabriek aan het Jaagpad verliet. Het voorwerp dook onder in particulier bezit en bleef daar bijna een generatie. Op een gegeven moment werd het bezit niet meer op prijs gesteld. Vanwege de dubieuze herkomst - bij Goedewaagen werden nooit persvormen verkocht of vervreemd - is de vorm gedumpt in plaats van verkocht. De eigenaar heeft hem in een bak oud koper geplaatst die bij de padvinderij in Bunschoten stond en bestemd was voor het goede doel. Een goede daad ter compensatie van een onrechtmatig bezit.
Door een gelukkig toeval is de vorm echter niet in de smeltkroes terechtgekomen en omgesmolten. Een van de scouts had oog voor de bijzonderheid en nam de persvorm mee naar huis. Zo kon het gebeuren dat nog eens vijftien jaar later deze vorm weer opdook en aan onze collectie werd aangeboden. Daar vult deze een leemte in de kennis die sinds het schrijven van een eerder artikel over dit onderwerp in 2001 openbaar was.
© Don Duco, Stichting Pijpenkabinet, Amsterdam, 2008.
Afbeeldingen
- De persvorm in gesloten toestand. Gouda, firma P. Goedewaagen & Zoon, model 2, 1885, productieperiode 1885-1920.
Amsterdam, collectie Pijpenkabinet Pk 19.271 - Persvorm in geopende toestand.
- De gravering in de ketel.
- Steeleind met opmerkelijk opvallend afsnijpunt.
- Scheur in de ketelwand met een staafje messing gestuit.
- Hiel met de contour van een eerder Gouds wapenschild.
- Decoratie van de steelaanzet met repeterende bladmotiefjes.
- Gravering van de rank waarin het vogeltje zichtbaar is.
- Bladmotiefjes op de middenbaan van de steel.
- De fijnere rank aan het eind van de steeldecoratie.
- Het adres in het tekstlint dat aan één zijde wat onaf eindigt.
- De twee modelnummers in de kopse zijde van de ketel van de vorm aangebracht.
- Ingeslagen letter ‘W’ mogelijk het merk van een oorspronkelijke eigenaar of vormmaker.
- Twee 37 duims pijpen met bonte decoratie in hun oorspronkelijke kistje. Gouda, firma P. Goedewaagen & Zoon, 1885-1895.
Amsterdam, collectie Pijpenkabinet Pk 17.606
Noten
[1] Don Duco, HONI SOIT QUI MAL Y PENSE, de geschiedenis achter een prestigieuze gedecoreerde tabakspijp, Amsterdam, 2001.
[2] Amsterdam, collectie Pijpenkabinet Pk 15.439 en Pk 18.959. Buisvormige sigarenpijp waarop hetzelfde vogelmotief voorkomt.
[3] Van het alfabet zijn gebruikt: A, D, E, G, I, L, M, N, O, P, Q, R, S, T, U, W, Y, Z en de samengestelde & die uit een oogje, een kruisje en de omgekeerde letter c bestaat. Slagstempels van de ketel zijn: ster, filtblad, kettingoog, kroon als halsband, staande leeuw groot, staande leeuw klein, lopende leeuw groot, lopende leeuw klein, kroon leeuw, manen leeuw, blad staart eind, blad staart halverwege. Slagstempels steel op zone 1: schelpje, oogje; zone 2: kievit, groot blad, akertje, gekarteld blad, blad op rank; adres: rozetjes, streepje en stippen; zone 3: bladmotiefjes (repeterend) en zone 4: akertje en gekarteld blad (beide identiek aan zone 2).
[4] Amsterdam, collectie Pijpenkabinet Pk 12.003.
[5] Don Duco, Vervaardiging en onderhoud van de persvorm, Leiden, 1989.
[6] D.H. Duco, Firma P. Goedewaagen & Zoon, fabrikantencatalogus uit 1906 voorzien van historische inleiding en verklarend naamregister, Amsterdam, 2000, p 28. Amsterdam, collectie Pijpenkabinet Pk 10.199.
[7] Amsterdam, collectie Pijpenkabinet Pk 17.606.