Press molds from Ritzen, multiple special
Author:
Don Duco
Original Title:
Persvormen van Ritzen, meervoudig bijzonder
Publication Year:
2019
Publisher:
Amsterdam Pipe Museum (Stichting Pijpenkabinet)
Description:
The acquisition of ten press molds from the J.F. and F.J. Ritzen factory in Maaseik is reason to discuss this company and their assortment, including the unexpected technical aspects.
Dit artikel bespreekt een set van tien opmerkelijk persvormen die samen de kern vormen van een Limburgs familiebedrijf. Door bestudering van de vormen in combinatie met archiefgegevens kunnen we een onverwachte geschiedenis reconstrueren. De tien lange pijpvormen, variërend van dertig tot tachtig centimeter lengte, lijken aanvankelijk niet bijster bijzonder. Ten eerste zijn ze van ijzer en daarmee visueel minder aantrekkelijk dan de glanzende messing pijpvormen die we uit Gouda kennen. Ze zijn ook niet fraai, artistiek gedecoreerd en kunstvol gegraveerd. Bij bestudering ontsluit deze groep echter een bijzonder verhaal dat nieuwe inzichten geeft in het reilen en zeilen van een familiebedrijf in de eerste helft van de negentiende eeuw in de Belgische Maasstreek. Het verhaal is onverwacht maar ook exemplarisch voor de lokale pijpenmakerij waarin talloze invloedssferen elkaar kruisen.

Het interessante in de hier besproken groep sterk overeenkomstige voorwerpen schuilt in zes verschillende aandachtspunten. Dat begint bij de onverwachte geschiedenis van het bedrijf van oorsprong gekenmerkt door wonderlijke familiebanden. Verder is er net voldoende archiefmateriaal voorhanden zodat de reeks gereedschappen in de tijd geplaatst kunnen worden. De voorwerpen zijn bijzonder vanwege hun vroege datering, namelijk uit het tweede kwart van de negentiende eeuw. Daarboven is niet sprake van een los object maar van een set met een grote samenhang. Bovendien stamt het materiaal uit een streek waarover nog weinig informatie bekend is. De gereedschappen zijn voorts belangrijk omdat zij zowel de Goudse verdienste in dit ambacht proberen te evenaren, maar tegelijkertijd technische kenmerken uit andere productiecentra vertonen. Kortom, wat in eerste aanblik niet veel meer lijkt dan een groepje oud roest, levert een prachtig stukje pre-industriële nijverheidsgeschiedenis op die leidt tot de reconstructie van een tot op heden onbekend bedrijfsverhaal.
Historie van twee generaties
Het gereedschap in dit artikel besproken is afkomstig uit het bedrijf van de familie Ritzen, pijpenmakers in Maaseik.[1] Het gaat om een fabriek gestart in of kort na het jaar 1810 door ene Jean François Ritzen (1777-1827) onder het patronaat van Nicolaes Vanisterdael (1774-1837), aangetrouwde familie. Het bedrijf komt tot wasdom in de Eikerstraat in Maaseik op een lang en smal perceel dat twee straten verbindt. Aan de straatzijde staat een woonhuis, erachter volgt na een kleine binnenplaats een ruim fabrieksgebouw over de volle breedte van de strook grond. Aan het eind van het perceel, bij de achterstraat vinden we nog een stalling met opslagruimte met daarnaast een achteruitgang. De oven moet ergens op de open binnenplaats hebben gestaan.





De fabrieksgeschiedenis kenmerkt zich enerzijds door de sterke familieband die door de hele bedrijfsvoering loopt. Anderzijds is de pijpenmakerij keer op keer speelbal van de loop van de geschiedenis, beïnvloed door oorlogen, opstand, grensverschuivingen, grote werken aan de infrastructuur, factoren die de economie op z’n kop zetten. Bij de start is Maaseik aan de Maas een gunstige vestigingsplaats. De strategische ligging aan de rivier bood uitstekende transportmogelijkheden. Via de Maas was er een open verbinding voor de kleiaanvoer uit Andenne en het afvoeren van producten was zowel stroomopwaarts als stroomafwaarts mogelijk, tot aan de Noordzee toe. Ander belangrijk punt was dat Napoleon vanaf 1801 België, Nederland en de gehele linker Rijnoever inneemt. De redelijk bloeiende pijpennijverheid in het Duitse Westerwald kan dan niet meer naar het vergrote Franse keizerrijk verkopen. Alle pijpenmakerijen liggen op de rechter oever van de Rijn, in plaatsen zoals Höhr, Hilgert, Grenzhausen en meer, waardoor zij hun afzetgebied naar het westen verliezen. Dat biedt kansen voor een nieuw te stichten bedrijf in het toenmalige koninkrijk Holland onder Frans gezag. Geheel in de geest van de Franse revolutie golden hier de principes van vrije handel, inclusief de vrijheid om naar eigen keuze modellen en merken te imiteren.
Het bedrijf van Ritzen wordt een echt familiebedrijf met Jean François Ritzen als bedrijfsleider. De financiering geschiedt met kapitaal van de familie Bous, die in de detailhandel hun geld verdiend had. Nicolaes Vanisterdael was met de weduwe Anna Maria Bous geboren Charlier (1757-1833) gehuwd. Jean François Ritzen huwde Maria Gertruda Bous (1780-na 1835), de dochter van dezelfde weduwe. Hoewel de twee ondernemers personen uit verschillende generaties huwden, waren ze beide bijna even oud. Door huwelijk zijn de twee mannen elkaars zwagers in de tweede graad.
Bij aanvang is het bedrijf klein, er werken slechts vier personen. Het succes komt echter met de jaren. Tien jaar na stichting is er sprake van een florerende werkplaats. Inmiddels zijn verschillende volleerde pijpenmakers in Maaseik neergestreken, afkomstig uit het Westerwald. Door de genoemde grensverschuiving beperkten de afzetkansen zich daar, waardoor de pijpenmakers in het Westerwald weinig toekomst meer hadden. In 1821 werken er in de fabriek circa twintig personen. Naast gezinsleden zien we vooral namen uit Höhr zoals Kleutgen, Rembs en Steinebach.
De fabriek in Maaseik zet dan vijf befaamde Goudse pijpenmerken. De merkbescherming die de Goudse pijpenmakers in twee eeuwen tijd hadden weten te bereiken, was door de afschaffing van de gilden en nieuwe Franse wetgeving opgeheven.[2] Deze situatie duurde voort totdat in 1815 het Koninkrijk der Nederlanden onder koning Willem I wordt ingesteld. Bij Koninklijk Besluit werd al snel een nieuwe merkenregeling ingevoerd. Die wet stelde dat het bijmerk de stad van herkomst aangaf en vervolgens elk gewenst merk geplaatst kon worden. Vanzelfsprekend kozen alle pijpenmakers waar dan ook voor bekende Goudse merken. In het geval van Ritzen zijn dat de merken AB gekroond, MS gekroond, WS gekroond, 46 gekroond en 96 gekroond. Vooral de laatste drie merktekens zijn in de Maasstreek geliefd en genieten daar dan ruime vraag. De pijpen waren in alle opzichten kopieën van kleipijpen uit Gouda, niet alleen qua merken, ook wat betreft de modellen, steellengtes en afwerking.






Na het overlijden van stichter Jean François Ritzen in 1827 wordt de leiding door zijn weduwe Maria Gertruda Bous voortgezet. Haar loopbaan lijkt niet heel succesvol en haar broer Joseph Livinus Bous (1783-1829) komt haar financieel tegemoet. De rol van de stiefvader Vanisterdael is wat onduidelijk, vermoedelijk was hij vooral in de verkoop van het eindproduct actief. Zijn beide kinderen werkten in ieder geval wel in de pijpenfabriek, zoon Nicolaas als kaster en dochter Maria als tremster. Vermoedelijk handelde Vanisterdael vooral namens zijn veel oudere echtgenote totdat zij in 1833 overleed. Op dat moment wordt de nalatenschap door haar kinderen overgenomen. Het lijkt erop dat Vanisterdael onbedeeld achterbleef. Bij de verdeling van 1833 wordt Maria Anna van Rey (1796-1847), weduwe van de oudste zoon Joseph Livinus Bous, eigenares van de fabriek. Zij is voor alle duidelijkheid de aangetrouwde schoonzus van de stichter Jean François Ritzen en zo blijft het bezit in de familie. Zij neemt het beheer waar ten behoeve van haar twee minderjarige kinderen. Ook haar rol ging vermoedelijk niet verder dan die van geldschieter.
Nog voor 1829 investeerde Joseph Livinus Bous, stiefzoon van Vanisterdael in een tweede pijpenfabriek in Maaseik. Deze fabriek stond in de Groote Kerkstraat op een perceel dat ruim groter was en vierkant van formaat. Het hoofdgebouw aan de straat heeft drie etages, een kelder voor de grondstoffen, de etage op straatniveau voor de feitelijke pijpenproductie en de etage en zolder voor voorraden en opslag. Op de achterplaats bevindt zich de oven. Het gaat niet om een concurrerende fabriek, maar het gebouw is puur voor uitbreiding van de productie van het familiebedrijf bedoeld.
In de jaren 1830 floreren de twee fabrieken en stellen een fors aantal arbeiders te werk. Zoals opgemerkt kwam dit personeel overwegend uit Höhr. De markpositie van het product is inmiddels behoorlijk veranderd. De nagezette Goudse merken zijn terzijde geschoven, men imiteert niet langer de kleipijp van elders, maar verkoopt een lokaal product zij het dat deze op Goudse leest gestoeld blijft. Inmiddels gebruikt de fabriek als hielmerk een keuze uit de cijfers van 1 tot 100. In feite is sprake van een soort fantasiemerk. Het lijkt erop dat de pijpen met behulp van een merkstempel van een soort modelnummer werden voorzien, overwegend op de hiel gedrukt. Praktisch voor de detailhandel, maar voor de consument zonder enig belang. Het is een werkwijze die we uit andere productieplaatsen niet kennen. Deze verandering maakt duidelijk dat het belang van het Goudse hielmerk in die tijd tanende was, terwijl het renommee van de fabriek in Maaseik zich verder vestigde.[3]
Naast het hielmerk wordt als toevoeging het verplichte stadswapen van herkomst op de zijkant van de hiel van de pijpen geplaatst, overeenkomstig de wet. In het geval van Maaseik is dat een aker of eikel.[4] Als alternatief is ook de letter M in gebruik, de afkorting voor de plaats Maaseik. Deze verplichte wijze van merken verdween vanaf 1830, toen door de afsplitsing van België Maaseik niet langer onder de Nederlandse wetgeving viel. Naast pijpen worden er in de pijpenfabriek als nevenproduct vuurvaste stenen gebakken en dat artikel wordt van de gestempelde initialen J.F.R. voorzien, aan de bovenzijde bekroond door de aker uit het stadswapen.
Door actief lokale handel te bedrijven zorgde de familie Bous voor voldoende afzet zodat twee fabrieken op volle toeren konden draaiden. Vermoedelijk maakte François Joseph Ritzen (1806-1860), in de wandel ook wel Frans Jozef genoemd en zoon van de stichter in het pand Groote Kerkstraat zijn start als fabrikant. Evenals zijn vader is Frans Jozef dus bedrijfsleider in de fabriek van zijn tante. Rond 1840 gaat het eigendom van het fabriekspand over op de zoon van Bous, Nicolaes Joseph Bous (1817-1872). Deze tweede generatie Bous is opnieuw detailhandelaar van beroep maar begaf zich als investeerder ook in de productie van kleipijpen. Gemelde Bous is de neef van Frans Jozef Ritzen maar vanaf 1836 tevens zijn zwager! Frans trouwt dan namelijk met zijn nicht ofwel de zus van Nicolaas, Maria Francisca Bous (1814-1840). Zo ontstond een nog nauwere band met de geldschieters en bleef het kapitaal in de familie. Het huwelijk zou maar vier jaar duren al werden er wel twee zoons geboren.
Terwijl de weduwe Ritzen het bedrijf in Eikerstraat door de tijd loodste, beproefde haar zoon Frans Jozef zijn geluk in het nieuwe bedrijf in de Groote Kerkstraat zoals opgemerkt niet zozeer als concurrent maar eerder als aanvullend zusterbedrijf in dezelfde onderneming. Dat kon want er was in die periode voldoende omzet. Er zijn dan dus twee pijpenfabrieken in Maaseik met verschillende leidinggevenden maar met één eigenaarschap wat betreft het onroerend goed. De nieuwe en tevens grotere fabriek werd geleidelijk de hoofdvestiging van de pijpenmakerij van de familie Ritzen, gehuisvest in de panden van de aangetrouwde familie Bous.




Mogelijk strekte het familie imperium zich nog verder uit. De allereerste geldschieter Nicolaas van Vanisterdael had ook nog een broer Pierre Joseph Vanisterdael (1782-1833) die getrouwd was met de oudste zus van Jean François Ritzen, Marie Catherine Ritzen (*1776). Zij krijgen tussen 1810 en 1830 zes kinderen. Er zal nog aanvullend onderzoek gedaan moeten worden welke rol deze tak van de familie heeft gespeeld, maar het is bijna ondenkbaar dat zij niet in het familiebedrijf betrokken waren. Opmerkelijk is in ieder geval dat binnen twee generaties vijf huwelijken plaatsvinden tussen de families Ritzen en Vanisterdael/Bous.
In de jaren 1830 maakt de pijpenfabriek de grootste bloei door, dat moet dankzij de energieke inzet van Frans Jozef zijn, maar ook vanwege de nieuwe kansen die de ruimere behuizing bood. Terwijl de fabriek op twee locaties prima draait, komt tegenslag uit onverwachte hoek. Reeds in de jaren 1810 is besloten een nieuw waterweg te graven die de transporttijd van Maastricht naar ’s-Hertogenbosch aanmerkelijk verkort. Deze Zuid-Willemsvaart die in 1826 opent loopt vanaf Maastricht redelijk parallel aan de Maas, maar buigt voor Maaseik naar het westen om via Brée, Weert en Helmond Den Bosch te bereiken. Maaseik blijft aan de vaarweg die een enorme omweg oostwaarts maakt via Roermond en Venlo aan de Duitse grens tot vlak onder Nijmegen om uiteindelijk ook bij Den Bosch te komen. Het duurt niet lang of er worden concurrerende pijpenmakerijen opgezet, zoals in Stevensweert in 1835 en later in Brée, beide aan het nieuwe kanaal gelegen. Sommige arbeiders van Ritzen vertrekken naar de nieuwe fabriek in Stevensweert. Moeten we hierin een groep ontevreden pijpenmakersknechten zien die gunstigere arbeidsvoorwaarden en betere lonen zoeken? Ook de vestiging van pijpenfabrieken in en om Luik zoals die van Wingender-Knoedgen in 1834 vormden een concurrentie voor Ritzen.
Een volgende tegenslag zien we in 1839. Dan wordt na jarenlang onderhandelen België een zelfstandig koninkrijk, afgesplitst van Nederland en Luxemburg. De Maas wordt de natuurlijke grens tussen Nederland en België. Door nieuwe handelsbelemmeringen als hoge imposten valt de verkoop naar het Nederlands grondgebied weg, een gevoelige klap. Ondanks de concurrentie en de gestremde exportmogelijkheden werken er rond 1840 meer dan vijftig arbeiders in de beide fabrieken in Maaseik. Opmerkelijk is het dat het aandeel personen uit Höhr samen met enkele lieden uit Grenzhausen en Hilgert nog altijd groot is. Je mag verwachten dat op de werklokalen eerder Duits dan Nederlands werd gesproken.
Een jaar later, in 1841 is Frans Jozef Ritzen deelnemer aan de Nationale Industriële Tentoonstelling in Brussel.[5] Daar wordt hij beloond met een bronzen medaille eerste klasse. Zijn pijpen worden geprezen vanwege hun fijnheid, gelijkmatigheid, perfect witte kleur en vorm, de jury spreekt van groot vakmanschap. De onderscheiding die Ritzen dan ontvangt is de hoogste van de vier deelnemende pijpenmakers. Zijn fabriek geniet dan groot aanzien maar zoals opgemerkt ligt de teruggang op de loer. Naast de reeds besproken cijfermerken introduceert Frans Jozef nog een monogrammerk van zijn eigen initialen FJR. Dat merk is een bewijs van het renommee in de regio waaraan naast goede productkwaliteit ook accurate distributie ten grondslag moet liggen.
Na 1840 loopt de afzet in de pijpen geleidelijk terug en daarmee ook de omvang van het bedrijf van Ritzen. In 1847 spreken de archieven voor het eerst van gebrek aan afzet. Alleen wanneer de invoerrechten naar Nederland verlaagd worden zou betere afzet volgen. Dat gebeurt echter niet. Frans Jozef moet personeel ontslaan. De teruggang zorgt ervoor dat de productie in het fabriekspand in de Eikenstraat stopt en in 1850 wordt dit pand tot woonhuis omgebouwd. Alleen de schuur blijft voor opslag van pijpen in gebruik. De familie gaat met één pijpenfabriek verder. Na 1850 wordt de toestand nog kwijnender. Dan werken er nog maar een handjevol arbeiders en rond 1855 worden er zelfs geen pijpen meer gemaakt. Ondertussen was in 1853 in het nabijgelegen Brée een nieuwe pijpenfabriek gesticht die een beduidend moderner product bracht. De tijd lijkt rijp de pijpenmakerij in Maaseik op te heffen.



Voor Frans Jozef Ritzen, sinds 1840 weduwnaar met twee zoontjes van twee en drie jaar, zijn het moeilijke jaren. Na 1855 lijkt hij geen betrokkenheid met de fabriek meer te hebben. Hij woont dan in Antwerpen en hertrouwt zelfs in 1859, een jaar voor zijn overlijden. Zijn zonen met de namen Ernestus (*1837) en Edouardus Ritzen (*1838) doen in 1857 afstand van hun aandeel in de pijpenfabriek. Is dat uit berekening omdat ze verwachten dat de boedel eerder schulden dan winst zal bevatten? Of zijn zij door inteelt in het geheel niet instaat een rol te spelen, de familiebanden zijn immers wel heel sterk verknoopt. De fabriek in de Groote Kerkstraat wordt daarom teruggenomen door hun oom Nicolaes Joseph Bous die altijd al meer koopman dan fabrikant is geweest. Hij was de geëigende persoon om de opheffing te realiseren. Hij liquideert het familiebedrijf dat ooit door zijn ouders gefinancierd was en waarvan zijn familie altijd als geldschieter is opgetreden. Voor Nicolaes was het ook het bedrijf waar zijn zuster Maria en haar man gewerkt hadden. Tussen 1857 en 1860 sluit Bous de pijpenfabriek, verkoopt de voorraden uit en doet de gereedschappen van de hand. Ook de panden worden verkocht en krijgen al snel een andere bestemming, in 1861 worden zij tot woonhuis omgebouwd. Hiermee komt aan de bloei van veertig jaar pijpenmaken in Maaseik definitief een einde.
De gang door de tijd laat zien dat vanaf de start van een familiebedrijf rond 1810 door gunstige handel snel een toename in productie en verkoop mogelijk was. In 1819 is de fabriek van Ritzen volgens de nationale merkenregistratie een gerespecteerd bedrijf. Na 1830 verandert door de afscheiding van België de handelspositie maar voorlopig zien we nog altijd een groei in de verkoop. Pas tweede helft jaren 1840 is het elan verdwenen, na een korte tijd van stabilisatie neemt de productie af, opnieuw door externe factoren. Onvermijdelijk komt het moment om het bedrijf op te heffen. De pijpenvoorraden worden uitverkocht en hetzelfde gebeurt met de inventarisgoederen. Ook de gereedschappen gaan over in andere handen, zoals dat gebruikelijk is. Zij worden door concurrent Jean Jacques Knoedgen gekocht, die in 1853 in Brée was neergestreken. Voor Knoedgen betekend deze koop een versterking van zijn assortiment traditionele pijpen. Het belang van het gereedschap van Ritzen was dan inmiddels sterk verminderd. De lange semi-Goudse pijp is in 1860 een ouderwets product geworden en zal ook nooit de stiel van Knoedgen worden. Dankzij Jean Jacques Knoedgen is een deel van het gereedschap wel voor het nageslacht bewaard gebleven.
Boedelinventarissen met gereedschap
Het is bijzonder dat van het bedrijf van J.F. en F.J. Ritzen c.s. verschillende inventarissen zijn overgebleven. Zij zijn opgemaakt wanneer na overlijden een boedelverdeling moest plaatsvinden. Deze inventarissen zijn de sleutel naar de omvang van het gereedschap en de veranderingen die er over de jaren plaatsvonden. Uit 1829 stamt een inventaris van de fabriek aan de Eikerstraat die keurig beschrijft wat er aan roerende goederen in het fabriekspand aanwezig is.[6] De inventaris is opgemaakt op verzoek van Maria Anna van Reij, weduwe van Josephus Livinus Bous ten behoeve van hun twee minderjarige kinderen. De weduwe blijkt eigenares van deze fabriek vanwege het fourneren van kapitaal. Naast de gebruikelijke inventarisgoederen wordt melding gemaakt van
"acht ijzeren lange pijpen vormen ad tachtig gulden
en twintig dito korten ad honderd gulden".
Op dat moment zijn er in de fabriek dus 28 persvormen aanwezig. De lange persvormen hebben een waarde van tien gulden ieder, de korte staan voor de helft genoteerd. De vermelding van "dertien hielkens" wijst op maximaal dertien stempels voor hielmerken.
Ruim tien jaar later, in 1840 wordt opnieuw een inventaris opgemaakt waarin de fabriek in de Groote Kerkstraat beschreven staat.[7] Interessant is de vermelding van de gereedschappen:
"zeven en twintig korte pijpenformen van ijzer gemaakt ad twee honderd zeventig franken,
twaalf dito onbruikbare ad twaalf franken,
twaalf dito lange ad honderd tachtig franken,
twee dito ganz lange ad dertig franken,
eene lange fantaisieform van ijzer ad vijftig franken,
vier dito korte ad zestig franken."
Een snelle rekensom leert ons dat de fabriek dan dus over maarliefst 58 persvormen beschikte, meer dan een verdubbeling met tien jaar eerder. De taxatieprijzen lopen nogal uiteen. Voor de onbruikbare vormen rekent men slechts één franc, de gewone korte vormen hebben een waarde van tien franc, terwijl de korte fantasie en de lange vormen voor vijftien franc ieder genoteerd staan. Tenslotte is er nog één uitzonderlijke persvorm, namelijk een lange fantaisieform voor de lieve som van 50 franc. Die persvorm komt nog nader ter sprake.
Het vormenbezit staat in verhouding tot de vermelding van “Een en twintig ijzeren pressen ad tweehonderd tien franken”. Maximaal 21 kasters konden er dus gelijktijdig hun brood verdienen en dat sluit weer aan bij het aantal personeelsleden. Dat moet in 1840 op ruim vijftig personen gelegen hebben.
De inventarissen bevatten naast gereedschap ook forse partijen geproduceerde pijpen. Die van 1840 meldt de grootste voorraden, namelijk 2.010 gros ofwel bijna 300.000 stuks. De aantallen zeggen overigens niet zo veel over de omvang van de productie, wel over de soorten. Daarbij wordt onderscheid gemaakt in steellengtes, namelijk kort, lang en stomp. Verder wordt er van fantaisiepijpen gesproken waarmee reliëfpijpen worden bedoeld. In de Noord-Franse pijpenindustrie werd met de aanduiding fantaisie een pijp bedoeld met een figurale ketel, vaak een portretkop al kan het ook om een meer simpele reliëfvoorstelling gaan.
Onder de lange soorten rekenen we gewone lange, lange en ganse lange. De koningspijp is het prestigeproduct van de fabriek en spant in alles de kroon. Die aanduiding wordt in Gouda gebruikt voor een 25 duims pijp met gewerkte ketel en dat is ook in Maaseik het geval. Dit product is met een grosprijs van vier gulden veruit het duurst. Over de vier korte fantaisie formen zijn we niet nader geïnformeerd. Eén model moet een eikelpijp geweest zijn. Verder is er nog een onderscheid in afwerking. Korte pijpen worden in witte en in zwartgebakken uitvoering gemaakt. Het prijsverschil is markant: korte witte pijpen kosten vijftig cent per gros, korte zwarte staan voor 75 cent genoteerd ofwel zij zijn de helft duurder vanwege de kosten van het reducerend stoken.




In 1847 vind er opnieuw een boedelbeschrijving plaats, naar aanleiding van het overlijden van Maria Anna van Reij, de schoonmoeder van Frans Jozef Ritzen.[8] Aangezien zij de feitelijke eigenaresse was van de fabriek waar haar schoonzoon bedrijfsleider was, gaat het bezit over naar haar zoon Nicolaes Joseph Bous en haar kleinkinderen, de twee minderjarige zonen van Frans Jozef. Dan blijkt het pand in de Groote Kerkstraat overwegend een voorraadhuis voor pijpen te zijn. Slechts één vermelding van gereedschap vinden we terug: "zes ijzere pijpevormen aan vieren twintig francs". In zeven jaar daalde de waarde van 10 à 15 francs tot 4 francs. Het pand in de Eikerstraat genaamd "het oud pijpenfabrijk" is dan alleen voor opslag in gebruik. Bij deze inventaris rijst de vraag waar de overige gereedschappen zijn gebleven en het is goed mogelijk dat de weduwe inmiddels slechts gedeeltelijk eigenaresse van beide pijpenfabrieken was, namelijk alleen dat deel beschreven in de inventaris.
Een inventarislijst uit 1859 tenslotte vermeldt een totaal van 53 ijzeren pijpenvormen en dat is exclusief de eerdere vermelding van 12 gesleten vormen nagenoeg hetzelfde aantal als bijna twintig jaar eerder.[9] Dat er tussen 1840 en 1859 nauwelijks verandering in het gereedschapsbestand plaatsvindt is logisch. De leegloop van de fabriek gaf geen impulsen. Interessant is wel dat het bestand aan persvormen nog gehandhaafd bleef terwijl de productie al jaren eerder gestopt was. Van die groep persvormen bleven er dus tien bewaard.
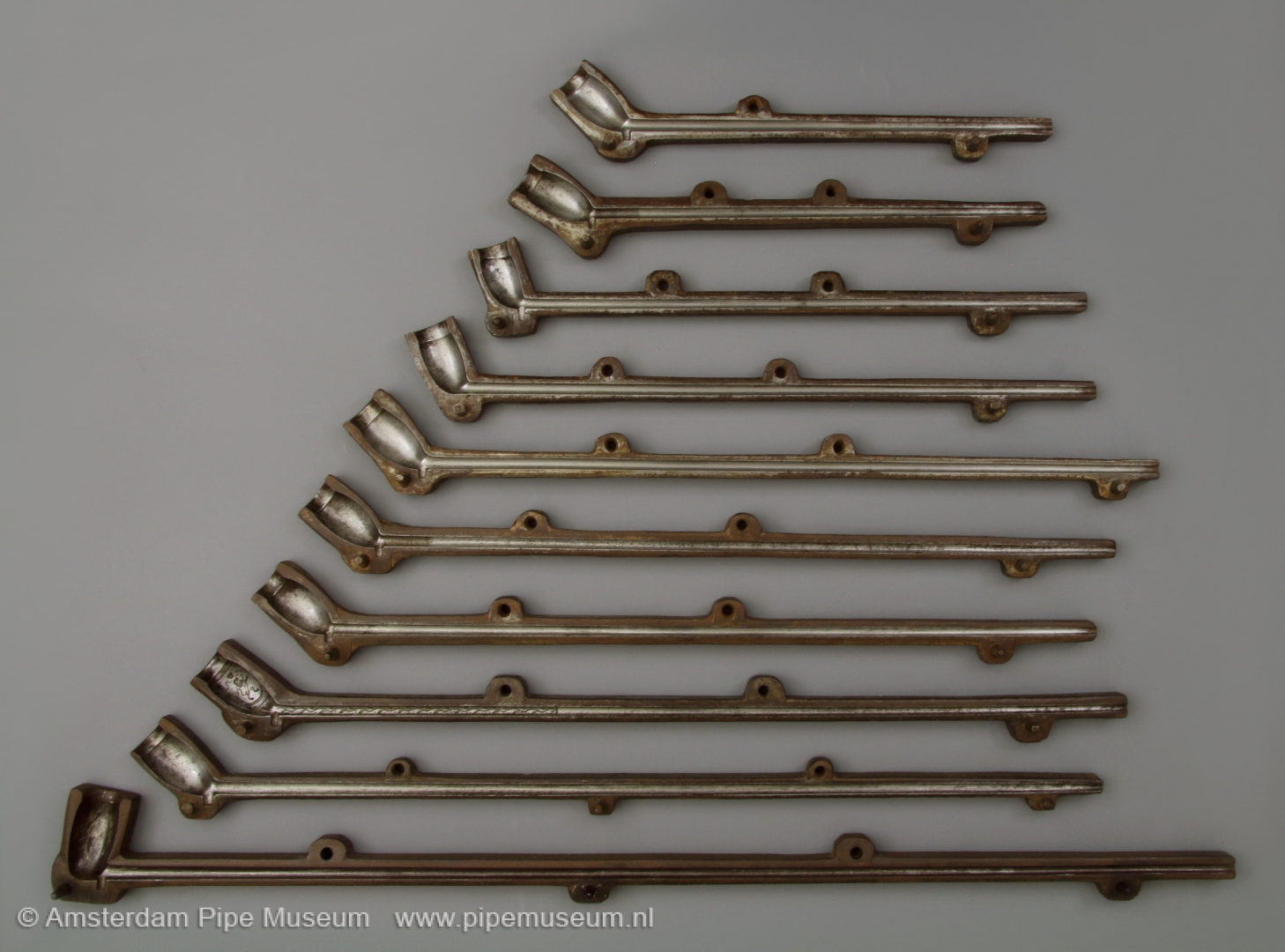
De tien persvormen
Tijd om de tien bewaard gebleven persvormen nader te duiden om ze een plaats in het assortiment van vader en zoon Ritzen te geven. Als volgorde van bespreking is van kort naar lang gekozen, analoog aan de Goudse indeling van kort, via maatpijpen naar bovenmaatse pijpen. De drie typisch Goudse soorten zijn met respectievelijk vier en tweemaal drie exemplaren vertegenwoordigd. In de laatste periode van de fabriek, zo rond 1855 lag de verhouding tussen de drie lengtes totaal anders. Van de korte persvormen waren er 31, namelijk 27 eenvoudige en vier bijzondere. Van de lange, zogenaamde maatvormen bezat men er 12. Tenslotte behoorden drie persvormen tot de categorie bovenmaats, onder te verdelen in twee gewone en één bijzondere. Van de langere persvormen bleef dus verhoudingsgewijs meer bewaard.
|
afb. |
APM |
omschrijving |
type |
vormlengte |
steellengte |
gewicht |
vormdatum |
productieperiode |
|
1. |
23.834 |
ovaal |
halfmaat |
36,5 |
30,5 (27) |
1928 |
1840-1850 |
1840-1855 |
|
2. |
23.833 |
ovaal |
halflangkabaal |
39 |
32,5 (29) |
2686 |
1830-1845 |
1830-1855 |
|
3. |
23.832 |
angloise |
Engelse |
45 |
40,5 (37) |
2427 |
1830-1850 |
1830-1855 |
|
4. |
23.831 |
casjotte |
kantoor |
49,5 |
45,5 (42) |
2390 |
1835-1850 |
1835-1855 |
|
5. |
23.830 |
ovaal |
maat |
58,5 |
52,5 (50) |
3363 |
1835-1850 |
1835-1855 |
|
6. |
23.829 |
ovaal |
maat |
59 |
52,5 (50) |
3275 |
1830-1850 |
1830-1855 |
|
7. |
23.828 |
ovaal |
maat |
60,5 |
54,5 (51) |
3691 |
1830-1850 |
1830-1855 |
|
8. |
23.827 |
ovaal |
koningspijp |
67 |
61 (58) |
3821 |
1837-1841 |
1840-1855 |
|
9. |
23.826 |
ovaal |
bovenmaats |
69,5 |
63,5 (60) |
2759 |
1830-1850 |
1830-1850 |
|
10. |
23.825 |
kromkop |
bovenmaats |
84,5 |
80,5 (75) |
5519 |
1820-1830 |
1820-1850 |
Zoals opgemerkt staan er van het ondermaatse werk in de inventarissen maximaal 27 plus 4 persvormen, waarvan er met vier exemplaren nu relatief weinig bewaard is gebleven: minder dan vijftien procent (afb. 1-4). Tot die categorie korte forme kunnen allerlei modellen behoord hebben. Zeker is wel dat het Goudse modellengamma in Maaseik met overtuiging werd nagevolgd want de Goudse pijp was in die tijd nog toonaangevend. Wat aan vormen bewaard bleef zijn twee ovale ketels (afb. 1-2) en twee buitenmodellen (afb. 3-4). De pijpen met de ovale ketels zijn regelrechte imitaties uit Gouda al verschillen zij een duimlengte. Zij lijken het meest op kleipijpen die in Gouda halfmaat en halflang kabaal worden genoemd en respectievelijk 30,5 en 32,5 centimeter lang zijn. Toch sluiten zij er niet volledig bij aan, vooral de laatste pijp is iets te klein van ketel en te kort van steel.
Het eerste buitenmodel is een kromkopvorm met spoor, eerder afgekeken van de Engelse fluted bowl dan van de Goudse kromkop (afb. 3). In de achttiende eeuw sprak de Fransman bij dergelijke modellen van Façon Angloise.[10] Van deze pijp weten we niet of levering met een rechte steel plaatsvond of met een licht gebogen steel zoals dat in Engeland gebruikelijk was. Het andere model is een bekervorm die sterk overeenkomt met de achttiende eeuwse casjotte maar ook een hint naar de Zuid-Belgische smaak heeft (afb. 4). De steellengte van maarliefst 42 centimeter sluit in ieder geval niet aan bij de Goudse gewoonte van slechts 21 centimeter. Later in de negentiende eeuw zal dit model tot de zogenaamde kriek evolueren.
De Goudse maatvorm, de standaardpijp met een lengte van ongeveer vijftig centimeter, is met drie exemplaren vertegenwoordigd (afb. 5-7). Hiervan bleef dus 25 procent van het oorspronkelijke vormenaantal bewaard. Het gaat om nagenoeg identieke persvormen voor gladde pijpen, alleen in de steeldikte en andere minimale details is enig verschil te zien. Je mag verwachten dat de grovere uitvoering minder zorgvuldig gegaasd werd en voor een wat lagere prijs verkrijgbaar was, zoals er in Gouda verschil bestond tussen fijn en porceleijn. Twee persvormen vertonen bij de ketelaanzet een geruwde zone, zoals ook in Gouda in die periode. Bij één van vormen is echter niet de gebruikelijke zigzag aangebracht, maar een lichte tordering, die van uitstraling geheel niet Gouds is (afb. 6). De stelen van de Limburgse tegenhangers liggen rond de 50 centimeter en dat sluit aan bij de Goudse gewoonte.
Tamelijk onverwacht is ook de bovenmaats pijp in Maaseik in productie. Hiervan bleef het volledige aantal persvormen bewaard ofwel drie stuks (afb. 8-10). Vermoedelijk zijn er nooit meer geweest. Twee hebben een ovale ofwel Goudse ketel met een steellengte van 61 en 63,5 centimeter. Die lengte stemt overeen met de Goudse zogenaamde 25 duimer van 65 centimeter inclusief de ketel. Als naam voor deze pijp wordt ook wel halve kabaal gebruikt, een wat verwarrende benaming.[11]
De kortste bovenmaatse vorm is het meest interessant (afb. 8). Het betreft een versierde ofwel een gesneden persvorm die naar de Goudse vocabulaire de naam koningspijp draagt en in Maaseik volgens de inventaris van 1840 ook zo wordt genoemd. Dergelijke versierde pijpen werden als goede Goudse traditie door de fabrikant bij een gros pijpen cadeau gedaan maar ook wel los verkocht. De persvorm van Ritzen is heel toepasselijk aan de ene zijde van de ketel voorzien van het wapen van de plaats Maaseik en aan de andere zijde met de Vlaamse staande leeuw, een voorstelling speciaal voor de regio bedoeld. Het wapen van Maaseik toont een aker op een tak met twee blaadjes, een wapen dat in het jaar 1819 werd ingevoerd. In 1846 veranderd dit iets met als voornaamste verschil dat de kroon twee parels in plaats van bloemen kreeg. Het Belgische wapen met de klimmende leeuw van Brabant is vanaf 1837 gangbaar. Wanneer de graveur zich aan de heraldische voorschriften hield dan zou de datering van deze persvorm vanwege beide wapens dus tussen 1837 en 1846 moeten liggen. Zowaar een scherpe datering, waarbij de kans dat deze persvorm besteld werd naar aanleiding van de Nationale Industrie Tentoonstelling van 1841 wel heel erg groot is! In dat geval is de datering nog scherper. Dat van deze lengte een identieke pijp met een gladde ketel in productie was, is niet waarschijnlijk. Deze persvorm kon ook als giftpijp bij een gros gewone maatpijpen dienen, dan moest men de steel tijdens de vervaardiging wat korter afsnijden.





De gewerkte persvorm voor de koningspijp is een prachtig voorbeeld van de navolging van de Goudse traditie, al is de invulling in Maaseik anders. In Gouda was naast de gangbare gladde pijp bij voorkeur in twee kwaliteiten, ook een gewerkte pijp in productie. In België wordt die strakke indeling in soorten niet nagevolgd. Voor de Belgische fabrikant is één enkele gewerkte pijp al hoog gegrepen. Het gegeven dat bij een buitenlandse fabriek een reliëfpijp in productie was, wijst op een bedrijf van behoorlijke omvang en een niet gering prestige. Ritzen was daarin overigens niet de enige, maar wel een van de weinigen.
De langste persvorm tenslotte heeft een onverwacht ketelmodel, namelijk een kromkop (afb. 10). Hier is geen relatie met wat er in Gouda in productie was, het ontwerp is afgekeken van de pijpen vooral in Duinkerken gemaakt die bekend staan als croche.[12] De doelgroep voor dit uitzonderlijke artikel is helaas onbekend, misschien was de pijp voor de Franse markt bedoeld waar dit model al in de achttiende eeuw verkocht werd. Ook export naar Oost-Europa behoort tot de mogelijkheden, al was daar de ovale ketel meer populair. De steel van deze pijp meet ruim tachtig centimeter, maar de verkooplijst spreekt van 76 centimeter en dat is precies de Goudse maat van 29 duim ook wel kabaal geheten. Deze persvorm is tevens een van de vroegere in de groep zoals uit de bijmerken blijkt. Dat is heel onverwacht want zo’n prestigeartikel behoort zeker niet tot de eerste pijpen die je in een assortiment zou verwachten.
De bijmerken op de tien persvormen verdienen speciale aandacht. Het bijmerk was tot 1830 een verplicht issue voor alle fabrikanten in het Koninkrijk Nederland. Met de verzelfstandiging van België verviel die verplichting. De bovenmaatse kromkop (afb. 10) is wat dat betreft het meest interessant. Deze toont op de hielzijde het akertje aan takje met twee blaadjes, het stadswapen van Maaseik.[13] Dit bijmerk dateert uit de tijd dat dit teken als stadswapen actueel was en dat is tussen 1819 tot na 1846. Echter vanaf 1830 is het stadswapen als bijmerk op de pijpen niet langer verplicht en wordt al snel weggelaten. Dat betekent dat deze lange persvorm, gedateerd op basis van het wapenschildje dus tussen 1819 en 1830 in gebruik is gekomen.
Vier van de overige negen persvormen dragen als bijmerk het Goudse wapenschildje. Deze dateren dus van na 1830, het moment dat het verbod op het gebruik van dit bijmerk verviel omdat de Nederlandse wetgeving niet langer geldig was. Uiteraard kan het aanbrengen van dat wapentje in een oude vorm gebeurd zijn, evenzeer is het mogelijk dat het afslaan van het wapenschildje om welke reden dan ook pas later plaats vond. Het zuiver dateren van deze persvorm levert dus nog wel wat discussie op. Overigens waren de van het Goudse bijmerk voorziene pijpen niet echt geschikt om naar Nederland te verkopen, maar dat gebeurde toen toch nauwelijks vanwege de hoge importheffingen na 1830.
De bovenmaatse vorm met graveerwerk laat op de hiel de schaduw zien van een akertje zonder takje en blaadjes, het veelgebruikte bijmerk uit Maaseik (afb. 8). Hier gaat het mogelijk om een merkteken dat is weggeradeerd omdat het niet langer gewenst was. In Gouda werden versieringen zelden in een nieuwe persvorm aangebracht, eerder in een vorm die al geruime tijd dienst had gedaan en pas op het laatste moment voor versierde pijpen in gebruik werd genomen. Dat kan hier dus ook het geval zijn.
Een van de twee kortste persvormen toont naast het wapen van Gouda aan de keerzijde een soort boom dat mogelijk aan het bijmerk van Den Bosch refereert (afb. 2). Dit teken is wat vaag en onsamenhangend en kan ook een ander doel hebben gehad, bijvoorbeeld als vormmerk in de fabriek zelf. Dezelfde betekenis heeft een oogje op de keerzijde van het Goudse wapen, dat zeker een vormmerk is, dienstig voor de fabrikant om te weten wie de pijp geperst heeft (afb. 6)
Opbouw en onderhoud van het vormenbestand
Deze paragraaf beschrijft de opbouw van het assortiment ofwel het bestand aan gereedschap zoals dat door de fabrikant in de loop der jaren is aangelegd. Het laat zien hoe langs logische lijnen een volwassen fabrieksassortiment tot stand komt. Vanaf de stichting van een fabriek werkt de fabrikant aan zijn assortiment. De aanschaf van persvormen en ander gereedschap is gerelateerd aan de marktvraag in combinatie met de toename van het technische kunnen. Doorgaans bouwt men zo’n assortiment op van eenvoudig naar bijzonder. Eerst zorgt de fabrikant ervoor dat gangbare modellen geleverd kunnen worden, soorten die qua uitstraling dicht bij elkaar liggen. Daarna wordt het assortiment uitgediept met onverwachte varianten en curiositeiten, de luxe loot in het marktaanbod. Zo zal dat ook bij Ritzen in Maaseik gegaan zijn.
We mogen dus bij stichter Jean François Ritzen veronderstellen dat als eerste enkele ondermaatse pijpen geproduceerd zijn, pijpen met een wat kortere steel en een eenvoudig model. Wanneer men de techniek daarvan beheerst ligt de volgende uitdaging in de maatpijp. Met zijn langere steel en grotere fijnheid is dat een belangrijke technische stap vooruit die overigens lang niet iedere fabrikant kan nemen, zeker niet in de regio. Als laatste voegt de meer pretentieuze maker het bovenmaatse werk toe, samen met enkele curiositeiten. Ook die hindernis moet al door de eerste generatie genomen zijn.





Ritzen senior is al in de eerste tien jaar geslaagd om maatpijpen te produceren. Zowaar een mooie prestatie voor iemand die het vak niet van zijn vader heeft geleerd, maar vanuit het niets een pijpmakerij start. Uiteraard gebeurde dat met behulp van dienstig gereedschap en goed opgeleide werklieden. Beide betrok hij uit het Westerwald. Daarna resteert het moeilijkste werk, de bovenmaatse pijpen ofwel pijpen met stelen langer dan vijftig centimeter. Zij zijn een grote uitdaging omdat niet alleen het gereedschap aangepast moet worden, maar ook de bakfaciliteiten. Bovenmaats goed is in een productieplaats als Gouda al een exclusiviteit, buiten Gouda is dat een grote zeldzaamheid, maar wie slaagt kan met een veel exclusiever product geweldig goede zaken doen. Jean François Ritzen heeft dat niveau al vóór 1830 bereikt ofwel in minder dan twintig jaar tijd. We kunnen niet verklaren hoe het kan dat Ritzen al zo snel in staat was een voor Belgische begrippen extreem lange pijp te maken.
Het is bijzonder dat de enige persvorm die met zekerheid te dateren is, de uitzonderlijke bovenmaats vorm is die tevens het oudst bewaard gebleven stuk gereedschap is (afb. 10). Dat is misschien niet verwonderlijk want de standaardlengtes waren continue in productie, waardoor die persvormen sterker sleten en sneller werden afgeschreven. Het uitzonderlijke bovenmaatse werk werd slechts zo nu en dan geproduceerd en het gereedschap daarvoor ging dus beduidend langer mee. Ook de koningspijp kunnen we scherp dateren (afb. 8), dat kwam al ter sprake en ook deze werd slechts incidenteel gemaakt waardoor de persvorm in goede conditie bewaard is gebleven.
De overige persvormen nodigen eveneens uit tot het geven van een exacte datering, al is dat niet zo eenvoudig. Daarvoor kijken we naar de conditie van het gereedschap want de slijtage aan de persvormen is de sleutel voor de leeftijd van het gereedschap. Een persvorm slijt en dat uit zich in afgeronde vormranden en uitgesleten pengat verbindingen. Deze mankementen zorgen voor wrik bij het sluiten en brede vormnaden. Bij het afwerken van de pijpen levert dat steeds meer tremwerk op met als gevolg meer loonkosten en dus een prijsverhoging van het eindproduct, terwijl de kwaliteit van de pijpen achteruit gaat. Dit onderhoudswerk aan de persvorm wordt aangeduid met ophalen[14] en bestaat uit het aanscherpen van de vormnaden op een slijpsteen en het uitdiepen van de uitsparingen van de pijp met metaalbeitels. Door herhaaldelijk ophalen wordt de persvorm dunner en uiteindelijk is het nodig deze voor een nieuwe te vervangen. Doorgaans is dat een identieke vorm, soms ook maakt men van de gelegenheid gebruik een aanpassing aan het pijpmodel aan te brengen.









De slijtage van de persvorm zien we aan de dikte ervan al is deze slijtage buitengewoon lastig in te schatten. Wij kennen de vervanging van persvormen van messing uit Gouda. Bij dagelijks gebruik ging een vorm daar ruim een jaar tot twee jaar mee om dan vernieuwd te worden. Hoe dat bij ijzeren vormen werkt is niet goed bekend. In ieder geval gaat de persvorm van ijzer veel langer mee, zeker als we de vormnaden niet heel scherp willen houden. Bij dagelijks gebruik moet dat op minstens vijf jaar liggen. Het lijkt er op dat het vervangen bij vader en zoon Ritzen echter veel minder vaak gebeurde.
De inventaris van 1840 meldt ook 12 versleten vormen. Tien jaar eerder werd daar nog niet van gesproken. Qua aantal is dat een kwart van het vormenbezit maar gerekend naar courante pijpmodellen vermoedelijk minstens vijftig procent. Een voorzichtige berekening leert dat in tien jaar tijd op ongeveer dertig vormen er twaalf werden afgeschreven. Uitgaande van de courante modellen is dus iets minder dan de helft van de persvormen vervangen voor een nieuwe. Dat betekent dat de persvormen bij Ritzen naar schatting minstens tien jaar mee gaan. Waarom Ritzen deze twaalf afgeschreven vormen bewaarde is nog onduidelijk. Lag hier een vrees dat een concurrent ermee aan de haal ging of konden ze toch nog een keer in productie komen? De taxatieprijs lijkt te suggereren dat deze vormen klaar stonden voor de schroot, al is dat niet zeker. Ruim tien jaar later bestaan deze versleten vormen niet meer.
Ritzen moet zijn persvormen van veel geproduceerde pijpmodellen dus ongeveer eens per tien jaar voor nieuwe exemplaren vervangen hebben. Bij buitenmodellen en de extra lange soorten is sprake van een veel langere levensduur omdat de vormen niet continu gebruikt worden en er tijdens de rustperiode uiteraard geen slijtage is. Dat geldt in elk geval voor de langste twee vormen (afb. 9 en 10) en de versierde met de beide wapens (afb. 8). Het is niet voorstelbaar dat er ooit een tweede van deze vormen zijn geweest. De oplages voor dergelijke specifieke en vooral ook luxe pijpen kan niet echt groot geweest zijn, de levensduur van de persvormen lag daarom op tientallen jaren.
Al met al is het dus niet mogelijk om het vervangingspatroon van het gereedschap bij Ritzen exact vast te stellen al weten we dat dit veel trager ging dan bij Goudse fabrieken. Verder moeten we niet vergeten dat het hele bedrijf vanaf 1850 nagenoeg stil lag en de persvormen nauwelijks nog in gebruik zijn geweest. Voor de standaard persvormen geldt dat we helaas niet kunnen bepalen of ze van de eerste productieserie zijn of dat het vervangen vormen van een latere datum betreft. De slijtage is simpelweg slecht afleesbaar en dat blijkt een kenmerk van ijzeren persvormen.




Wel weten we dat in de opbouwfase tussen 1810 en 1830 er maximaal 28 vormen waren. De periode waarin de fabriek zijn optimale omvang had, zo van 1830 tot 1845 is er sprake van consolidatie van het vormenbezit en vervanging van veel gebruikte persvormen. In de fase van afbouw tussen 1845 tot aan 1860 verandert het vormenbezit niet meer. Wat uiteindelijk resteert wordt aan een volgende producent verkocht. Van de 28 vormen in de beginfase waren er vermoedelijk 12 tot 18 courant. Wanneer het vormenbezit zijn grootste omvang heeft, is er sprake van 20 tot 25 courante mallen. Die circa 25 mallen leverden over de tijd minimaal 12 versleten persvormen, ofwel een persvorm moet zo’n tien jaar zijn meegegaan.
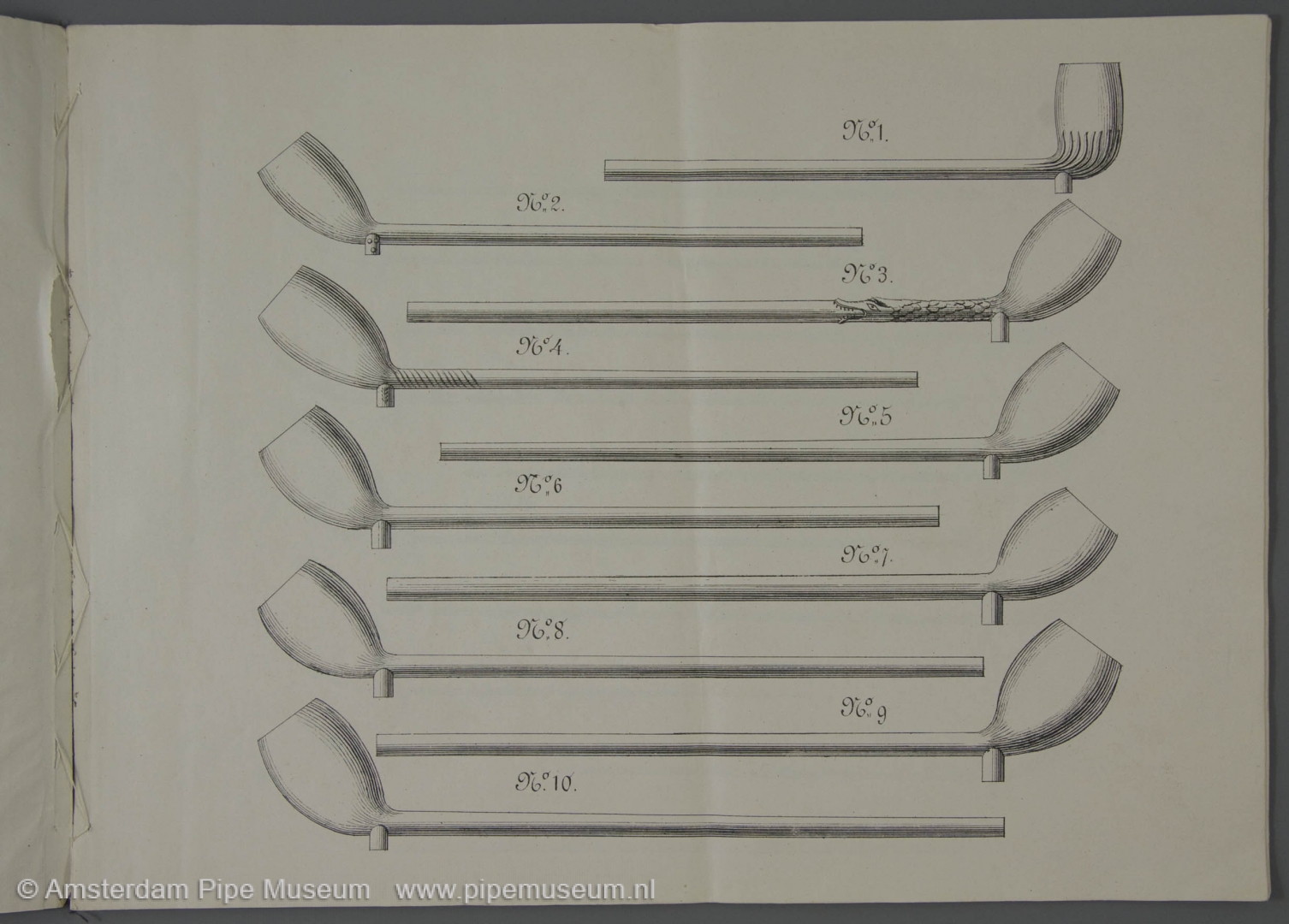
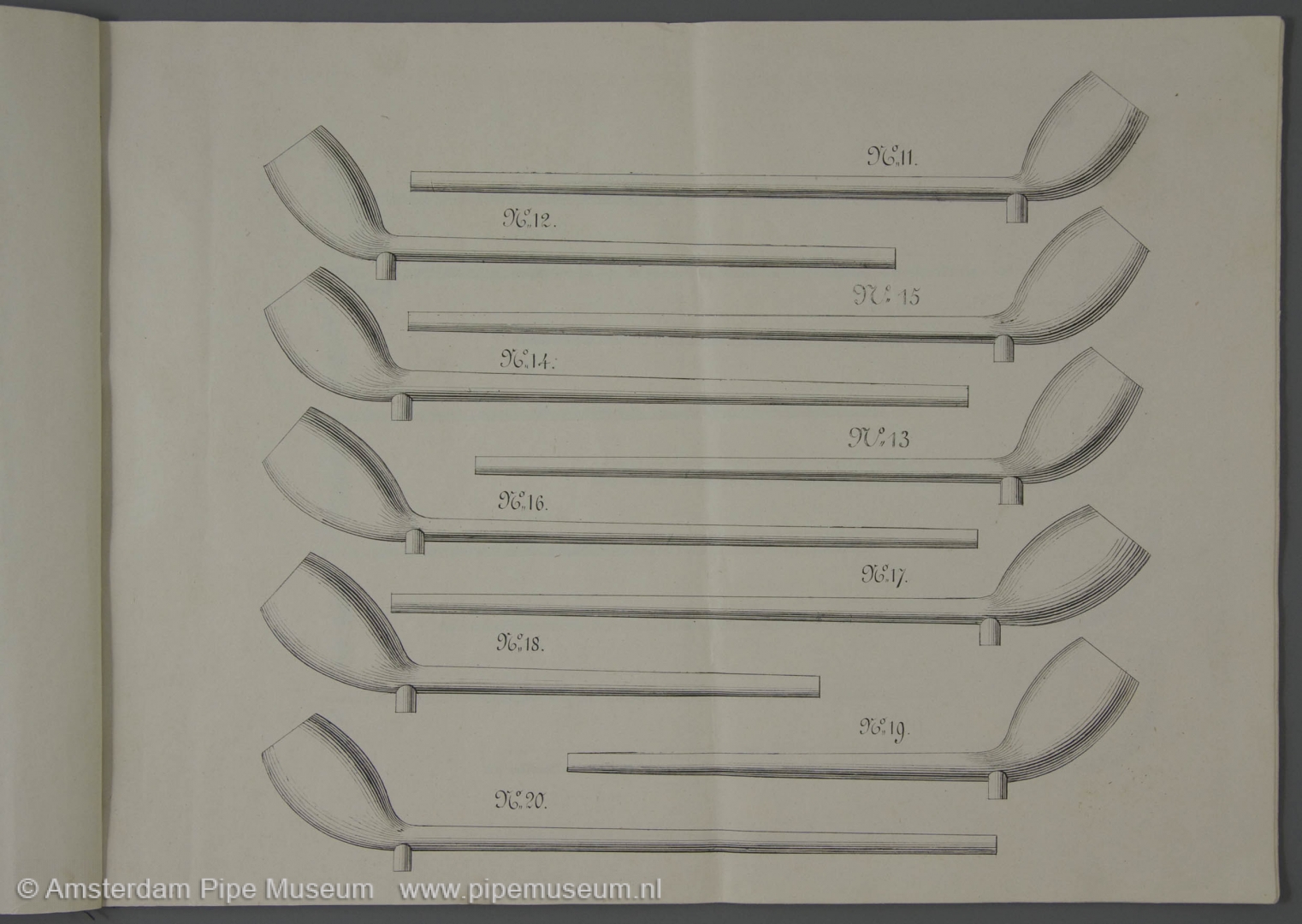
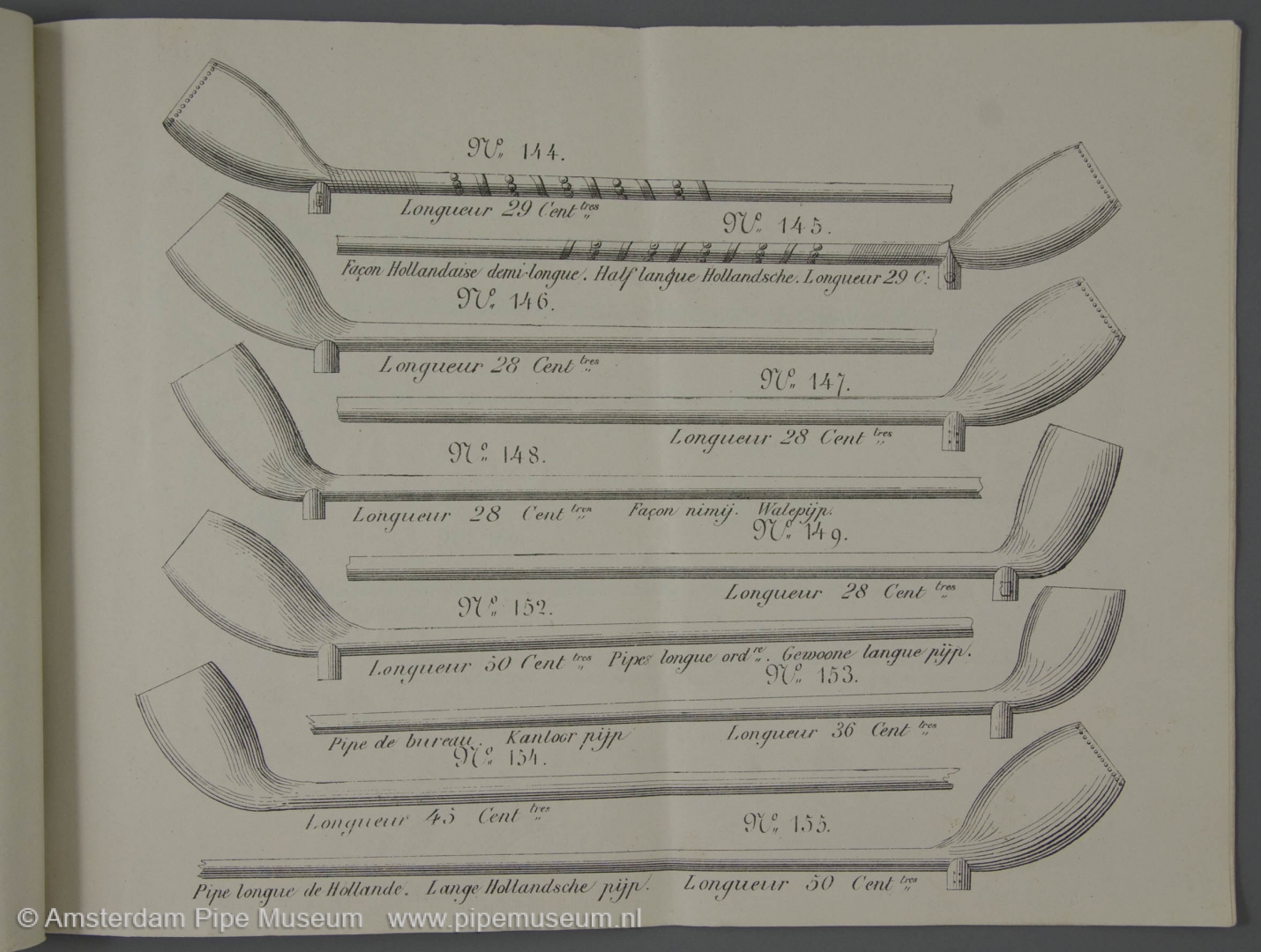
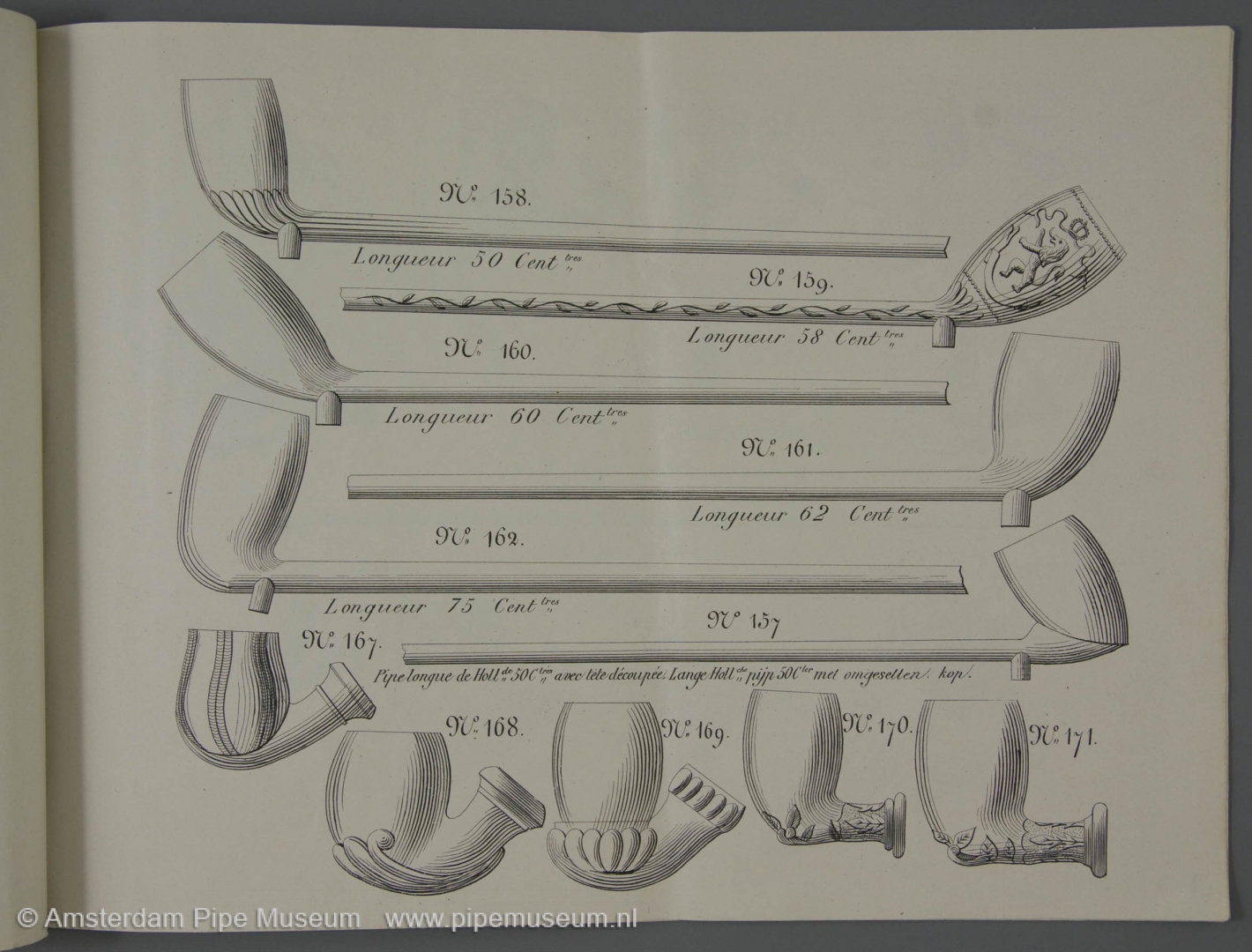
Wat aan persvormen bewaard is gebleven is het materiaal dat bij liquidatie van de fabriek van Ritzen rond 1860 nog niet opgebruikt was en tot het zogenaamde maakbare gereedschap behoorde. Inventarisgoederen die courant verkoopbaar waren, mits een andere pijpenfabrikant er brood in zag. Uit de bedrijfsinventaris uit 1859 weten we dat er bij liquidatie ruim vijf keer zoveel persvormen aanwezig waren dan nu bewaard zijn. Uit de catalogusgegevens van Jean Jacques Knoedgen blijkt dat deze uit de boedel van Ritzen het volledige bestand aan persvormen kocht (afb. 11).[15] Een deel daarvan werd in de decennia die volgden afgeschreven en omgesmolten totdat er tien over waren die de tijd hebben overleefd.
Vormtechniek en invloedssferen
Naast informatie over het assortiment van Ritzen levert de set van tien persvormen ook gegevens op over de technische kant van de bedrijfstak. Zoals opgemerkt leunt het modellenassortiment inclusief de steellengtes en de merken zwaar op de Goudse verdienste, maar met de technische zijde van het gereedschap is dat expliciet niet het geval. In de Maasstreek zou overname van gereedschap en kennis uit Gouda een welkome impuls hebben kunnen geven. Nu wordt met het gereedschap van Ritzen voor het eerst bewezen dat er in Maaseik zeker geen sprake is van overname van techniek en gesmokkeld gereedschap. Ritzen doet er alle moeite voor de Goudse pijp na te maken, maar Gouds gereedschap gebruikt hij niet.
De pijpenmakers werkzaam in de Maasstreek maar ook in het Rijngebied nabij Koblenz waanden zich met de techniek van het pijpenmaken bekend. Al aan het begin van de achttiende eeuw vestigde zich daar een pijpennijverheid. Het is altijd verondersteld dat de start van pijpenfabrieken in die regio gebeurde met uit Gouda gesmokkeld gereedschap. De Gouwenaars waren daar vanzelfsprekend zeer beducht op. Het gildenreglement stelt heel duidelijk dat er geen gereedschap mag worden uitgevoerd en roept de pijpmakers op daarvoor te waken. Zelfs in de eerste helft van de negentiende eeuw, toen de nijverheid al sterk was geslonken, werd het Goudse product nog alom geroemd en het gereedschap zoveel als mogelijk buiten het zicht gehouden. Het in dit artikel besproken gereedschap heeft dan ook geen relatie met het Goudse want de persvormen van Ritzen zijn in het geheel niet Gouds van aard. De stand van de Goudse techniek had veel meer te bieden, maar dat realiseerde men zich ver van de pijpenstad niet. De pijpenmaker elders in Europa inspireerde zich dus wel op het product uit Gouda, maar werkte in lokaal ontwikkelde technieken.





Een eerste belangrijke verschil is dat de persvormen uit Maaseik van ijzer gemaakt zijn, zoals overigens ook in Duitsland en Engeland gebruikelijk. In Gouda zijn pijpvormen altijd van messing, op de spreekwoordelijke uitzondering na. Reden is dat messing beter te bewerken is, gladder te polijsten, fijner te graveren en vooral voor het onderhoud van de persvorm geschikter is. Nadeel is dat het minder slijtvast is dan ijzer. IJzer biedt echter niet de scherpte die de Gouwenaar van zijn persvorm verwacht. Een ander nadeel van ijzer is het risico van roest die verkleuring aan de pijpen kan geven, iets dat in Gouda volstrekt ontoelaatbaar was.
Een opvallend kenmerk van de persvormen uit Maaseik, maar iets dat je gemakkelijk over het hoofd kunt zien, is dat de buitenzijde van de vormkast volstrekt evenwijdig loopt en haaks is. Dat is praktisch wanneer de vorm in een gewone parallelbankschroef wordt vastgedraaid die zo’n persvorm overal een gelijkmatige druk geeft. Wanneer de bankschroef wordt aangedraaid klemt de persvorm in België over het volledige oppervlak. In Gouda wordt daar met reden van afgeweken, er is een meer geavanceerd systeem bedacht. Daar zijn alle persvormen over de volle lengte naar onder toe maar ook naar het steeleind licht afgeschuind en worden in een rijplaatbankschroef met slot vastgeklemd. Bij het aandraaien van de schroef gebeurt in Gouda iets bijzonders. De bankschroef vindt eerst weerstand aan de bovenkant van de persvorm, vervolgens kantelt de rijplaat licht zodat bij aandraaien gelijkmatig de gehele vorm vastklemt, ook de onderzijde. Dit betekent dat de vorm iets opwipt, eerst de klei aan de bovenzijde van de pijp snijdt om vervolgens de extra klei aan de onderzijde weg te snijden. Dankzij de sterk schuine rand van de vorm aan de onderzijde kan de klei-overtol de persvorm gemakkelijk verlaten. Klaarblijkelijk was deze technische verfijning noch in de Maasstreek, noch in Duitsland en Engeland bekend. Of dat betekent dat de vakkennis in Gouda goed bewaakt werd, of door de imitatoren over het hoofd werd gezien is onbekend.
De vormkast van het gereedschap met de evenwijdige haakse kanten wordt bij ijzeren vormen standaard gebruikt. Dankzij de hardheid van het ijzer kan de persvorm een stootje verdragen. De messing persvorm is beduidend kwetsbaarder en vraagt om een extra slot van verend papier, een stootkussen dat de klap van het vastdraaien van de schroef opvangt en zo de persvorm voor slijtage behoedt.
Als laatste aspect is het sluitsysteem van de persvormen van vader en zoon Ritzen absoluut minimaal voor wie de Goudse persvormen kent. De kortste persvormen hebben slechts drie pengat verbindingen, bij ondermaats en maat is dat opgelopen tot vier nokken met sluitpennen. Alleen het bovenmaatse werk heeft vijf hechten. In Gouda worden bij de maatpijp standaard 10 pengat verbindingen gebruikt, een uitzondering heeft er negen of elf. Bovenmaatse vormen hebben elf tot dertien nokken met sluitpennen. In Gouda zijn de persvormen dus dubbel zo degelijk ondanks hun zwakkere materiaal. Ook de vorm van de sluitpennen is anders. In Gouda gaat het om lange slanke pennen die doorgaans nauwelijks taps zijn. In Maaseik zijn de pennen sterker conisch en wat korter. Niet alleen de fabricage van de vorm wordt hierdoor eenvoudiger, ook de pijpenmaker wordt het gemakkelijker gemaakt. Het positioneren van de pennen tegenover de gaten vraagt even aandacht, dus hoe conischer de pennen des te gemakkelijker sluit de vorm. Wanneer de pijpenmaker de met klei gevulde vorm sluit geleiden de conische pennen als vanzelf naar het centrum van het gat. De Goudse pijpenmaker moet met een verfijnder sluitsysteem de vorm nauwgezetter sluiten. Het lijkt een te verwaarlozen verschil, maar in de lange werkdagen van deze ambachtslieden geeft het wel degelijk onderscheid. Met een conische pen zet de vorm zich sneller bij het sluiten, maar geeft ook aan de klei in de beide vormhelften een licht stuwende beweging. Dat anders dichttrekken geeft extra wrijving in de steel die zich later kan uiten in het kromtrekken van de pijpenstelen tijdens het drogen. Bij sterk conische sluitpennen doet zich dit kromtrekken dus sneller voor, omdat klei nu eenmaal een geheugen heeft.
Eén lange persvorm van Ritzen heeft een zeer bescheiden vormkast en dat is merkbaar in het gewicht: met een lengte van 69 centimeter weegt deze slechts 2,7 kilo (afb. 9). Een vergelijkbare tegenhanger die zelfs iets korter is, heeft een gewicht van ruim 3,8 kilo. Hier zien we het verschil tussen een vaak aangescherpte persvorm versus een nog vrij nieuwe. Natuurlijk was het voor de kaster plezierig wanneer een persvorm niet te zwaar was, zodat minder fysieke inspanning nodig was. Het gewicht van de Belgische maatvorm varieert verder van 3,2 tot 3,6 kilo. Tamelijk onverwacht heeft de persvorm in Gouda een vergelijkbaar gewicht, terwijl het soortelijk gewicht van messing toch zo’n tien procent hoger ligt.[16] Dat komt door het volgende gegeven. De Belgische ijzeren persvorm oogt licht door de geringe hoeveelheid materiaal boven en onder de uitsparing voor de pijp èn het geringe aantal nokken. In doorsnede echter, is de persvorm weer massiever dan de Goudse, omdat de buitenomtrek evenwijdig moet zijn. Hierin wint de Goudse vorm sterk aan gewicht: niet alleen wordt de vormkast langs de onderzijde dunner, hetzelfde gebeurt met de vormkast naar het steeleind. De rijplaat in de bankschroef beweegt zowel verticaal als horizontaal met de afnemende dikte van de persvorm mee en kan het schaarse gebruik van materiaal probleemloos opvangen.
Het Westerwald moet de oorsprong van dit type ijzeren pijpvorm zijn, licht ogend door de geringe massa van het ijzer en met een beperkt aantal nokken. De nijverheid is daar als eerste buiten Holland opgekomen, vervolgens zelfs toonaangevend geweest voor heel Duitsland, maar ook voor later startende bedrijven in de Maasstreek, zoals dat van Ritzen.





De oorsprong van dit type persvorm in het Westerwald wordt gestaafd door andere vroege vormen. Persvormen identiek aan die van Ritzen kennen we van drie bronnen. De eerste betreft vijf vergelijkbare exemplaren volgens zeggen uit de pijpenfabriek van Gaspard Dosogne in Andenne, 250 kilometer westelijk van het Westerwald gelegen (afb. 12).[17] Een ander voorbeeld van sterk vergelijkbare persvormen stamt uit de pijpenfabriek van Trumm-Bergmans in Weert, noordelijk van Maaseik.[18] Tenslotte is er een persvorm uit Grossalmerode bekend die dezelfde karakteristieken heeft.[19] Deze plaats ligt 250 kilometer ten noord-oosten van het Westerwald. Dit maakt de aanname plausibel, dat het Westerwald van oorsprong de leverancier was van deze kenmerkende ijzeren persvormen. De werkwijze is dan mogelijk al in de achttiende eeuw bedacht en in de ruime omtrek bekend geraakt. In dat geval is het Westerwald ook de inventor van dit specifieke systeem. Uit het Westerwald zijn dergelijke vroege vormen echter niet bewaard gebleven. Dergelijke persvormen zijn een tijd lang courant geweest, om geleidelijk te worden vervangen voor sterkere vormen met meer metaal en dus ook een hoger gewicht. Wanneer Knoedgen in 1853 in Brée start, dan gaat hij al snel over op zwaardere pijpvormen met meer nokken. Die persvormen haalt hij uit de Maasstreek rond Luik, sinds eeuwen een ander belangrijke centrum van metaalbewerking. Toch neemt Knoedgen in 1860 het gereedschap van Ritzen over en doet daarmee een stapje terug in technisch opzicht. Door handel in oud pijpenmakersgereedschap komen de kenmerken van het ene centrum in het andere terecht, in dit geval van Maaseik naar Brée, hemelsbreed geen grote afstand.
Nawoord
Tien roestige persvormen geven, zorgvuldig bestudeerd stukje bij beetje een onbekende paragraaf uit de historie van de Belgische pijpennijverheid uit het tweede kwart van de negentiende eeuw prijs. Dankzij de voorhanden archiefgegevens krijgen we een beeld van de twee fabrieken en hun nauwe onderlinge band. Het is een gecompliceerde geschiedenis waarin de verhaallijn is samengesteld uit gegevens die elkaar soms aanvullen, dan weer tegen spreken. Daarbij lopen de familierelaties op een wonderlijke wijze door elkaar, in hun voortdurende wisseling van eigenaren, geldschieters en leidinggevenden. Dit neemt niet weg dat alles in het werk gesteld is om het bedrijf binnen de familie te houden, zowel qua eigendom als qua bedrijfsvoering.
De pijpenfabriek van vader en zoon Ritzen c.s. is een bedrijf waar de familieband voor een succesvolle bedrijfsvoering zorgde. Dat kon alleen gebeuren dankzij vaardige werklieden, die vanuit Duitsland betrokken werden. Tegelijkertijd werkte de economie van de dag destructief. Na een voorspoedige start gevolgd door bloei kreeg het bedrijf nogal wat stormen te verduren. Arbeiderstekort, concurrentie en veranderende handelskanalen, steeds was er weer een andere belemmering. We hebben de bedrijfsgeschiedenis zo goed mogelijk gereconstrueerd, maar wellicht was er meer aan de hand. Woedde er een personeelsrevolutie waardoor het bedrijf moest liquideren, waren het de afzetbelemmeringen of was het de algemene economische malaise die de fabriek torpedeerde? Was de fut eruit bij de leidinggevende? Voor het beantwoorden van die inzicht vragen ontbreekt het ons aan adequaat archiefmateriaal. Alleen door historische gegevens over andere fabrieken te verzamelen kunnen we een grootste gemene deler vaststellen en de historie in detail verder invullen. Micro- en macro-economische factoren, alles heeft zo zijn invloed.
Het bewaard gebleven gereedschap uit dit familiebedrijf toont onverhuld twee kenmerken. Ten eerste hoe zwaar de Belgische nijverheid in de eerste helft van de negentiende eeuw op het renommee van de Goudse industrie leunde, qua voorkomen van de pijp in kop en steel en qua wijze van merken. Daarnaast laat het gereedschap ook zien dat de technische achtergrond op een lokale traditie gestoeld was en hoe de Duitse vormsmederij bij deze fabriek de dienst uitmaakte. Gouda bepaalde dus het uiterlijk van het product, het Westerwald zorgde voor de technische uitwerking. Het personeelsbestand laat zien dat zelfs een groot deel van de arbeidskrachten uit het Duitse Westerwald afkomstig was. Aangezien de pijpen zelf niet bewaard bleven, kennen we het eindproduct alleen van enkele schaarse bodemvondsten. Wie met Gouds gereedschap bekend is, kan zich nauwelijks voorstellen dat je met de ijzeren persvormen van Ritzen tot een gelijkwaardig product als het Goudse kunt komen. Helaas, een gefundeerd eigen oordeel over de productkwaliteit in relatie tot het voor ons toch wat gebrekkige gereedschap kunnen we niet geven.
Nu we weten hoe de structuur van de fabriek in Maaseik in elkaar stak en welke soorten pijpen er gemaakt werden, zal het eenvoudiger worden een beeld van andere fabrieken uit die streek te krijgen. Met de overname van het gereedschap door Knoedgen en het beperkte belang van dit productiemateriaal in latere tijden, krijgen we ook een scherper beeld van de verandering die zich in de Belgische nijverheid voltrok na het sluiten van de fabriek van Ritzen ofwel meer algemeen in het derde kwart van de negentiende eeuw. Dat die sluiting niet alleen op de leeftijd van de eigenaren stoelt, maar ook met de wijziging in smaak en mode van de roker mag duidelijk zijn.
© Don Duco, Amsterdam Pipe Museum, 2019.
Afbeeldingen
- Persvorm van ijzer voor ondermaats pijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1840-1855.
Amsterdam Pipe Museum, APM 23.834 - Persvorm van ijzer voor maatpijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1830-1855.
Amsterdam Pipe Museum, APM 23.833 - Persvorm van ijzer voor lange pijp met kromkop ketel, lange spoor en rechte steel. Maaseik, Frans Jozef Ritzen, 1830-1855.
Amsterdam Pipe Museum, APM 23.832 - Persvorm van ijzer voor lange pijp met bekervorm ketel, zonder hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1835-1855.
Amsterdam Pipe Museum, APM 23.831 - Persvorm van ijzer voor maatpijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1835-1855.
Amsterdam Pipe Museum, APM 23.830 - Persvorm van ijzer voor maatpijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1830-1855.
Amsterdam Pipe Museum, APM 23.829 - Persvorm van ijzer voor maatpijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1830-1855.
Amsterdam Pipe Museum, APM 23.828 - Persvorm van ijzer voor bovenmaats ofwel zogenaamde koningspijp met ovale ketel, hiel en rechte steel. Ketel de wapens van België en Maaseik. Maaseik, Frans Jozef Ritzen, 1837-1846.
Amsterdam Pipe Museum, APM 23.827 - Persvorm van ijzer voor bovenmaats pijp met ovale ketel, hiel en rechte steel. Maaseik, Frans Jozef Ritzen, 1830-1850.
Amsterdam Pipe Museum, APM 23.826 - Persvorm van ijzer voor bovenmaats pijp met kromkop ketel, hiel en lange rechte steel. Maaseik, Jean François Ritzen, 1820-1830.
Amsterdam Pipe Museum, APM 23.825 - Cataloguspagina’s uit het modellenboek waarin pijpen gemaakt in persvormen van Ritzen. Brée, Jean Jacques Knoedgen, 1870-1880.
Amsterdam Pipe Museum, APM 10.233 - Persvorm van ijzer voor korte pijp met slanke meerkante ketel, hiel en rechte steel. Andenne, Gaspard Dossogne, 1815-1845.
Amsterdam Pipe Museum, APM 8.509
Noten
[1] Hubert Heymans, ... Wij vinden hier pijpen, waer is den toeback?..., Maaseik, Regionaal Archeologisch Museum, 1986.
[2] D.H. Duco, Merken en merkenrecht van de pijpenmakers in Gouda, Amsterdam, 2003, p 49 e.v.
[3] ARA 2.04.23, Binnenlandse Zaken, 1817-1825, Nationale Nijverheid en Koophandel. Register van pijpenmerken.
[4] Lodewijk van Duuren, 'Stadswapens als bijmerk', Pijpelogische Kring Nederland, XI-41, 1988, p 19.
[5] Jacques Caro, La pipe en terre Wallonie - Bruxelles - Flandre, identification et datation, Bruxelles, 2004, p 81.
[6] Rijksarchief Hasselt, Notariële Akte nr. 111, 12-08-1829.
[7] Rijksarchief Hasselt, Notariële Akte nr. 282, 18-11-1840.
[8] Rijksarchief Hasselt, Notariële Akte nr. 327, 01-12-1847.
[9] Maaseik, Vredegerecht nr. 155, 1859.
[10] H. Duhamel du Monceau, L’art de faire les pipes à fumer le tabac, Paris, 1771, p 4, Planche III, fig. 22.
[11] De halfmaats pijp meet 30,5 centimeter ofwel de helft van een maatpijp, de halfkabaal is echter slechts vier duim korter dan de kabaal terwijl de halflange kabaal slechts 32,5 centimeter meet ofwel de helft van een kabaal.
[12] Duhamel, (L ‘Art de faire…), p 3-4, Planche II, fig. 10 en 16 (19 duimer).
[13] D.H. Duco, De Nederlandse kleipijp, handboek voor dateren en determineren, Leiden, 1987, p 79, afb. 382, 383.
[14] Don Duco, 'Vervaardiging en onderhoud van de persvorm', Leiden, 1989.
[15] APM 10.233. De catalogus laat 36 modellen zien die van Ritzen afkomstig kunnen zijn.
[16] Messing 8,4 gr/cm2, gietijzer 7,2 gr/cm2, ijzer 7,86 gr/cm2.
[17] Robert Mordant, La pipe en terre d'Andenne et ses marques, Andenne, 1999, p 55 en p 67. Model met de lange steel wordt daar montoise genoemd. APM 8.509.
[18] J.P.A.M. Engelen, Afstammelingen van Westerwaldse pijpmakers in beide Limburgen & Pijpenfabriek Trumm-Bergmans te Weert, Leiden, 1985, p. 104. Zelfde vormkast als Ritzen. J. Engelen, Pijpenfabriek Trumm-Bergmans Weert, Sittard, 2006, p 80. Vijf persvormen van vergelijkbare vormgeving.
[19] Hans-Georg Stephan, Grossalmerode, Ein europäisches Zentrum der Herstellung von technischer Keramik, Grossalmerode, 1995, p 127, Abb. 178. Gedetermineerd als 18e eeuws.