What was the production of te Gouda pipe makers in the year 1674?
Auteur:
Don Duco
Original Title:
Hoeveel produceerden de Goudse pijpenmakers in het jaar 1674?
Année de publication:
2016
Éditeur:
Amsterdam Pipe Museum (Stichting Pijpenkabinet)
Description :
The production of clay pipes in Gouda is calculated on the basis of the number of pipe makers from an archive item from 1674. The estimates are verified by including the baking capacity of the potter's kilns.
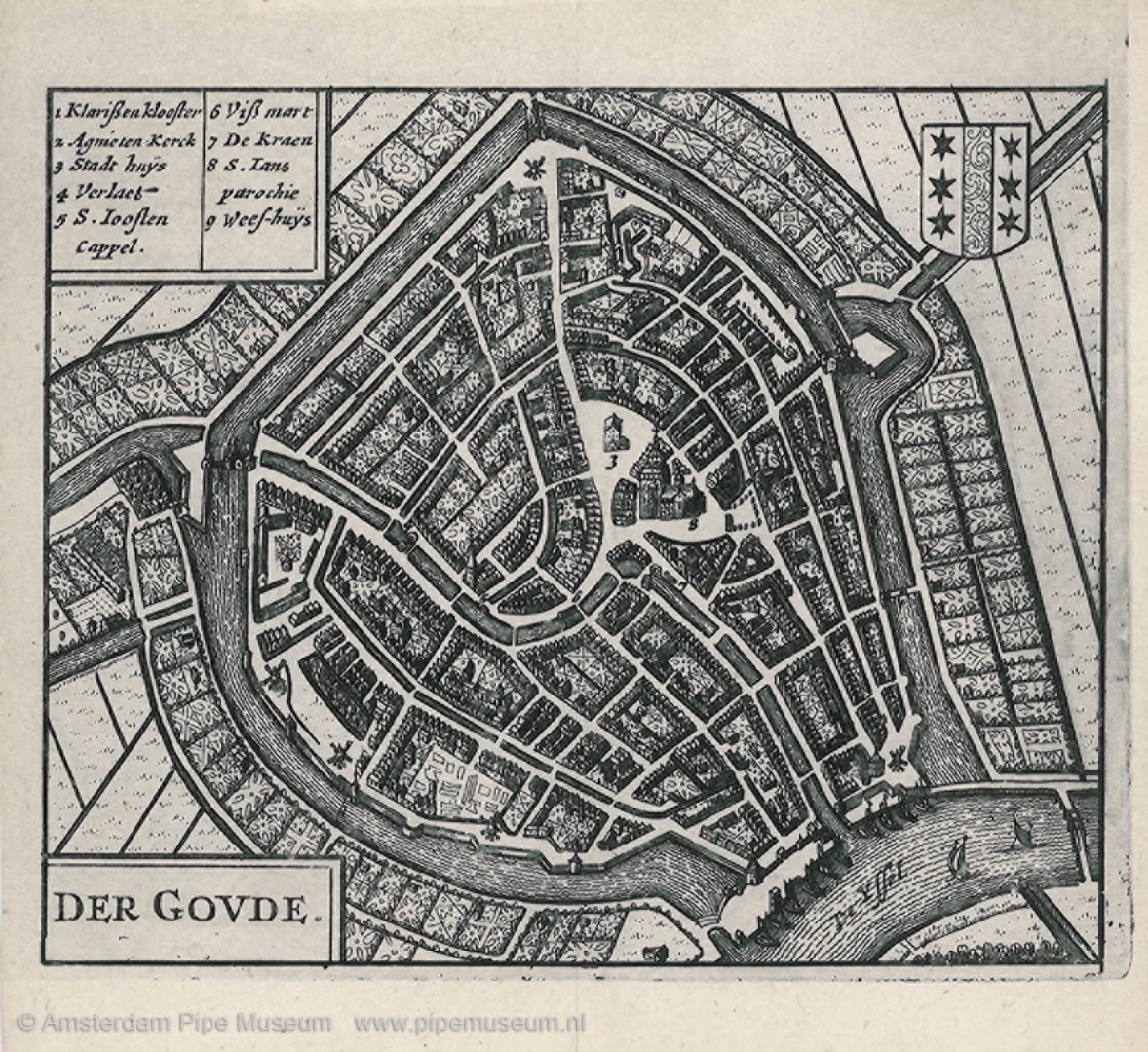
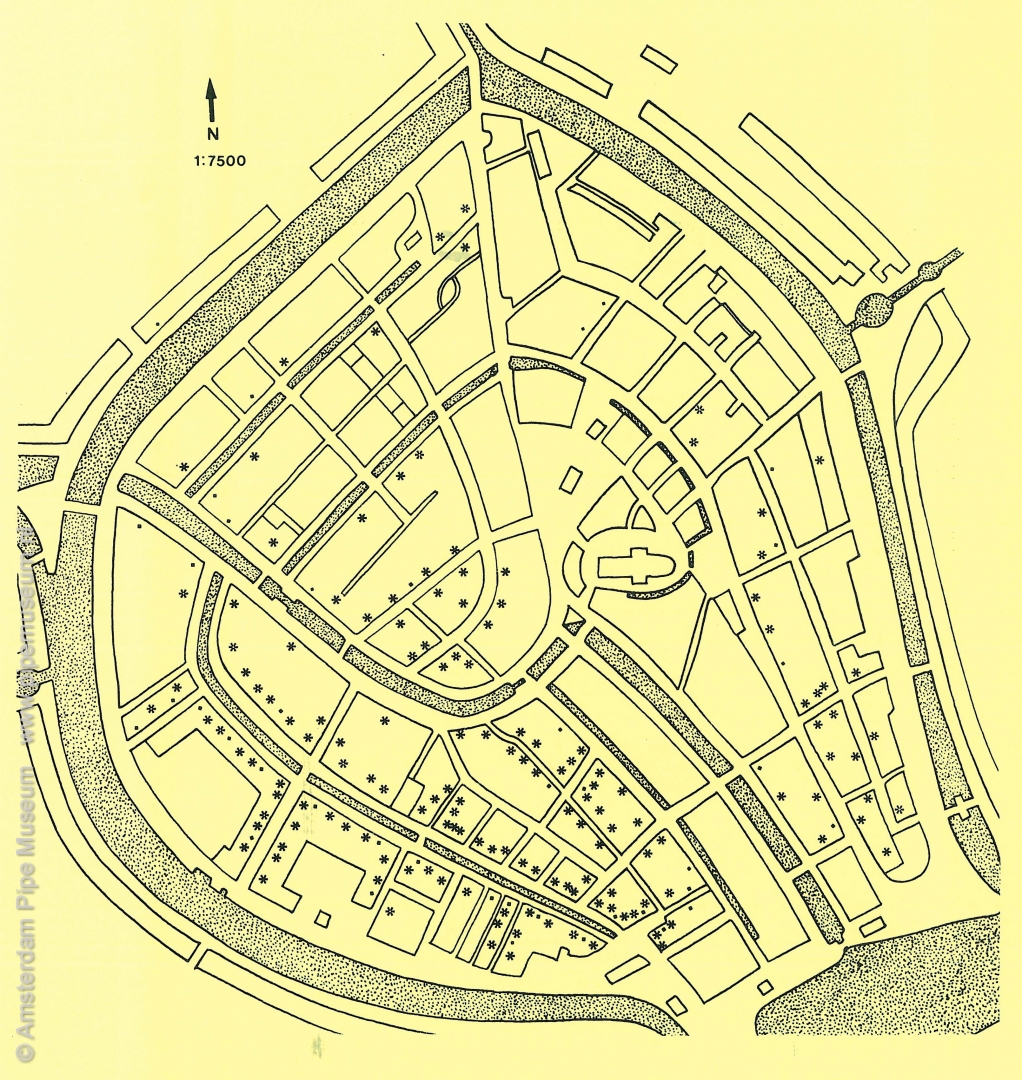
In 1981 publiceerde ik een artikel over de pijpennijverheid in Gouda met als titel Waar woonden de Goudse pijpmakers in het jaar 1674?[1] Het artikel was gebaseerd op een belangrijk archiefstuk uit 1674, een register van te betalen familiegeld dat een opsomming geeft van de Goudse bevolking compleet met vermelding van beroep, woonadres plus hun gezinsleden en inwonende personen. Het gaf de mogelijkheid om het aantal pijpenmakerijen in hun spreiding over de stad Gouda te laten zien (afb. 1). Op die wijze werd zowel het aantal als de concentratie van de werkplaatsen concreet (afb. 2). Verder gaat het gemelde artikel kort in op de toestand in de pijpenfabrieken, deels in vergelijking tot de pottenbakkersbranche die met de pijpenmakers zo nauw verweven is. Het artikel uit 1981 besteedt geen aandacht aan de productieomvang van dat moment, noch aan andere economische gegevens. Toen was de tijd daarvoor nog niet rijp, er waren nog te weinig archiefstukken ontsloten om dat inzicht te verschaffen. Voor een beter begrip van de nijverheid is het van groot belang om een nieuwe vraagstelling op het Familiegeld los te laten om meer concrete informatie over de productieomvang te krijgen.
Beroepen in het register
Officieel heet het betreffende archiefstuk: Quohier van Aenteyckeninge van Vamilien binnen de Stadt Goude gedaen in den jaren 1674. De bron wordt doorgaans kortweg Familiegeld genoemd en somt zoals opgemerkt de samenstelling van de huisgezinnen op inclusief het adres en de vermelding van het beroep van de hoofdbewoner. Het kohier geeft dus een volledig beeld van de Goudse populatie van dat moment. Personen uit de pijpenmakerij vinden we onder verschillende benamingen terug.
| pijpmaker | 81 |
| pijpmakersknecht | 37 |
| pijpmakerswinkel | 9 |
| pijpmakersbaas | 6 |
| klein pijpmaker | 1 |
| weduwe pijpmaakster | 10 |
| weduwe pijpmakerswinkel | 3 |
| totaal | 147 |
Het belangrijkste in de pijpenmakerij zijn de bazen. Deze categorie wordt aangeduid met pijpmaker, het betreft 81 personen. Het gaat om zelfstandige pijpenmakers die die ten overstaan van het gildebestuur een meesterproef hebben afgelegd. Zij betaalden voor de toetreding in het gilde en kozen een eigen pijpenmakersmerk om in hun werkplaats te gebruiken. Als tweede in grootte treffen we de groep aan die vermeld wordt als pijpmakersknecht. Hiertoe rekenen we die personen die een leertijd van twee jaren in een pijpenmakerij hadden volbracht en hun meesterproef voor het gildebestuur hadden gedaan. Zij waren volleerd pijpenmaker doch voelden niet of nog niet de behoefte een eigen bedrijf op te zetten. Deze meesterknechten werken in loondienst bij de gevestigde werkplaatsen. Het familiegeldregister vermeldt 37 personen met die status.
De overige beroepsaanduidingen zijn geringer in aantal. Genoteerd staan de pijpmakerswinkel, pijpmakersbaas en klein pijpmaker. Tenslotte is er de groep weduwen van pijpenmakers. Het gaat om dertien vrouwen, de meeste pijpenmaker, drie ervan geven leiding aan een pijpmakerswinkel.[2] Deze weduwen hebben dezelfde status als hun mannelijke tegenhanger, de pijpmaker. De achtergebleven vrouwen zetten simpelweg het bedrijf van hun echtgenoot voort, in sommige gevallen onder de naam van hun overleden echtgenoot, maar bijna even vaak onder hun eigen naam. Dat gebeurt doorgaans tot op het moment dat de oudste zoon de zaak voortzet of een dochter een pijpenmaker huwt en het bedrijf op de schoonzoon over gaat. Sommige weduwen trouwen met hun meesterknecht, anderen doen hun merk op een gegeven moment van de hand en verlaten de bedrijfstak.
Wat de klerk die het register optekende met de vermelding pijpmakerswinkel bedoeld heeft, is niet duidelijk. Negen van deze winkels worden door mannen geleid, drie door weduwen.[3] Van vijf bedrijven is bekend dat het grotere zelfstandige pijpenmakerijen waren, de andere lijken niet werkelijk van belang. Is hier sprake van willekeur in de benaming bij het opnemen van de gegevens of steekt er toch een betekenis achter de omschrijving? Hetzelfde geldt voor de aanduiding pijpmakersbaas.[4] Ook deze schrijfvariant roept vraagtekens op. Of er onder de aanduidingen winkel of baas bedrijven schuil gaan die het recht hadden op uitbesteding van merken, of de mogelijkheid werk door anderen te laten verrichten, blijft eveneens onduidelijk. Wellicht waren die specialisaties in 1674 nog niet of niet voldoende ontwikkeld. Tenslotte is ook de aanduiding klein pijpmaker wat merkwaardig. Het is vreemd dat slechts één bedrijf als klein wordt afgespiegeld, er waren in Gouda in 1674 ongetwijfeld meerdere armoedige werkplaatsen die ook als zodanig gekwalificeerd konden worden.[5] Een eenvoudige zij het niet erg bevredigende verklaring voor de onverwachte beroepsaanduidingen is dat de klerk die langs de deuren ging niet eenduidig was in zijn vocabulaire.
In totaal zijn er in 1674 volgens het register dus 110 pijpmakers en 37 pijpmakersknechts. Wanneer we een berekening van de productie maken kunnen we uitgaan van minimaal 150 personen als we bij het aantal nog de leerling-pijpenmakers optellen die bij de bedrijven hun opleiding kregen. Met een gemiddelde carrière van veertig jaar in de pijpenmakerij komt met een leertijd van twee jaar het aantal meewerkende leerlingen op twee à drie personen. Eerder al berekende ik het aantal pijpenmakers in dat jaar op 157, het Familiegeld is dus iets gematigder maar dat kan ook liggen aan het moment van optekenen.[6] In 1673 werden zo’n 125 pijpenmakers geteld, in 1675 zijn dat er circa 170. De snelle groei zit in de wassende economie van die jaren. Het Rampjaar van 1672 was voorbij, inclusief een ernstige pestepidemie die een geweldig grote golf overlijdens gaf. De economie trok weer aan, de roep naar zelfstandig ondernemen kwam op. Er was een lok pijpenmaker te worden om de marktkansen te grijpen.
De kaster als maat
Voor het berekenen van de productieomvang is het van belang meer over de arbeidsstructuur in de Goudse pijpenmakerij van dat moment te weten. Daarbij gaan we uit van de voornaamste werknemer in de pijpenmakerij, de kaster (afb. 3). Deze persoon is als volleerde pijpenmaker de spil in het bedrijf en staat centraal in het productieproces. De kaster perst voorgevormde kleirollen tot een ruwe pijp. Hij werkt op de pijpmakersschroef, waarin hij de persvorm klemt om vervolgens met een stopper de pijpenkop uit te hollen. Zijn productiesnelheid is maatgevend voor de omvang van het bedrijf. Omdat hij slechts één handeling verricht werkt hij in teamverband met een rolder die de toebereide pijpaarde voorvormt. Na hem komt de tremster die de geperste pijpen afwerkt: zij strijkt de vormnaden glad, rondt de ketelopening af en stempelt het hielmerk. In dezelfde keten is wat later ook een glaaster actief die de pijpen polijst ofwel met agaatsteen wrijft.
Naast deze vier grote productiestappen worden nog allerlei kleine handelingen verricht door een van de betrokken personen of door aanvullend personeel. Zo zijn er de volsters, vrouwen die de pijpen in een pijpenpot plaatsen waarin ze in de oven gaan. Dragers helpen in het productieproces mee, zij verplaatsen bakken met voorgevormde of gevormde pijpen, voorzien tremsters en glaasters van werk en sjouwen met ongebakken en gebakken pijpen naar de pottenbakker en terug. Een onderdeel van het werk is ook het drogen van de geperste pijpen bij een kachel of in de buitenlucht, waarvoor de bakken met pijpen verplaatst moeten worden. Verder zijn handen nodig bij het sorteren en verpakken van de pijpen; de beste soorten worden nog gedoopt in een wasoplossing en nagewreven. Ook voor de verkoop vanaf huis of op de wekelijkse pijpenmarkt is tijd en energie nodig.

In de kleinste bedrijfseenheid werkt de kaster met één persoon, een knecht of zelfs zijn eigen vrouw. Die persoon is rolder en tremster tegelijk. Het andere werk wordt in overleg tussen beide lieden verdeeld, uiteraard kan daarvoor een derde persoon worden ingehuurd. We mogen aannemen dat voor hand- en spandiensten kinderen werden ingezet die in de archieven nooit een rol spelen. Wanneer de productie toeneemt, raken meer personen betrokken. Per kaster kan dat oplopen tot vijf lieden die aanvullende diensten leveren. De mate van specialisatie in het bedrijf zien we terug in de omvang van het personeel. Uiteraard staat ook de kwaliteit van het product in nauwe relatie tot het aantal werknemers. Hoe hoger de kwaliteit, hoe meer arbeid er verricht moet worden en dus hoe meer personen meewerken. Wanneer de specialisatie van arbeid maximaal is ontstaat er bij groei in het bedrijf een tweede productieketen gebaseerd op een tweede kaster.
De kaster is dus allesbepalend in de pijpenmakerij. Hij is de maatstaf voor de overige werkzaamheden en in een gestroomlijnd bedrijf wordt de productieomvang aan zijn prestatie gerelateerd. Niet verwonderlijk wordt de kaster het best betaald. Kasters zijn altijd mannen, vrouwen mogen dit relatief zware werk niet doen terwijl jongens pas vanaf hun achttiende jaar op de schroef mogen werken. Salariëring vindt op stukloonbasis plaats zodat kasters de vrijheid hebben hun eigen werktempo te bepalen, daarbij is hun arbeidsinzet maatgevend voor hun salaris. Duidelijk is dat er bij harder werken meer wordt verdient.
Een interessant archiefstuk geeft informatie over het belang van de kaster. Een op een kattenbelletje genoteerde prijsberekening uit Gouda informeert ons over de verhoudingen van de loon- en materiaalkosten van geproduceerde kleipijpen.[7] Daarbij blijkt dat bij een fabriekskostprijs van 73½ cent per gros de kasterslonen met 23½ cent nagenoeg een derde van de totale productkosten uitmaken. De overige loonkosten bedragen 26½ cent. De grondstof, het bakken en het verpakken maken een kleine derde van de onkosten uit. Duidelijk blijkt de prominente positie van de kaster tegenover de onderbetaling van het andere personeel. Vrouwen ontvangen een loon slechts half zo hoog.
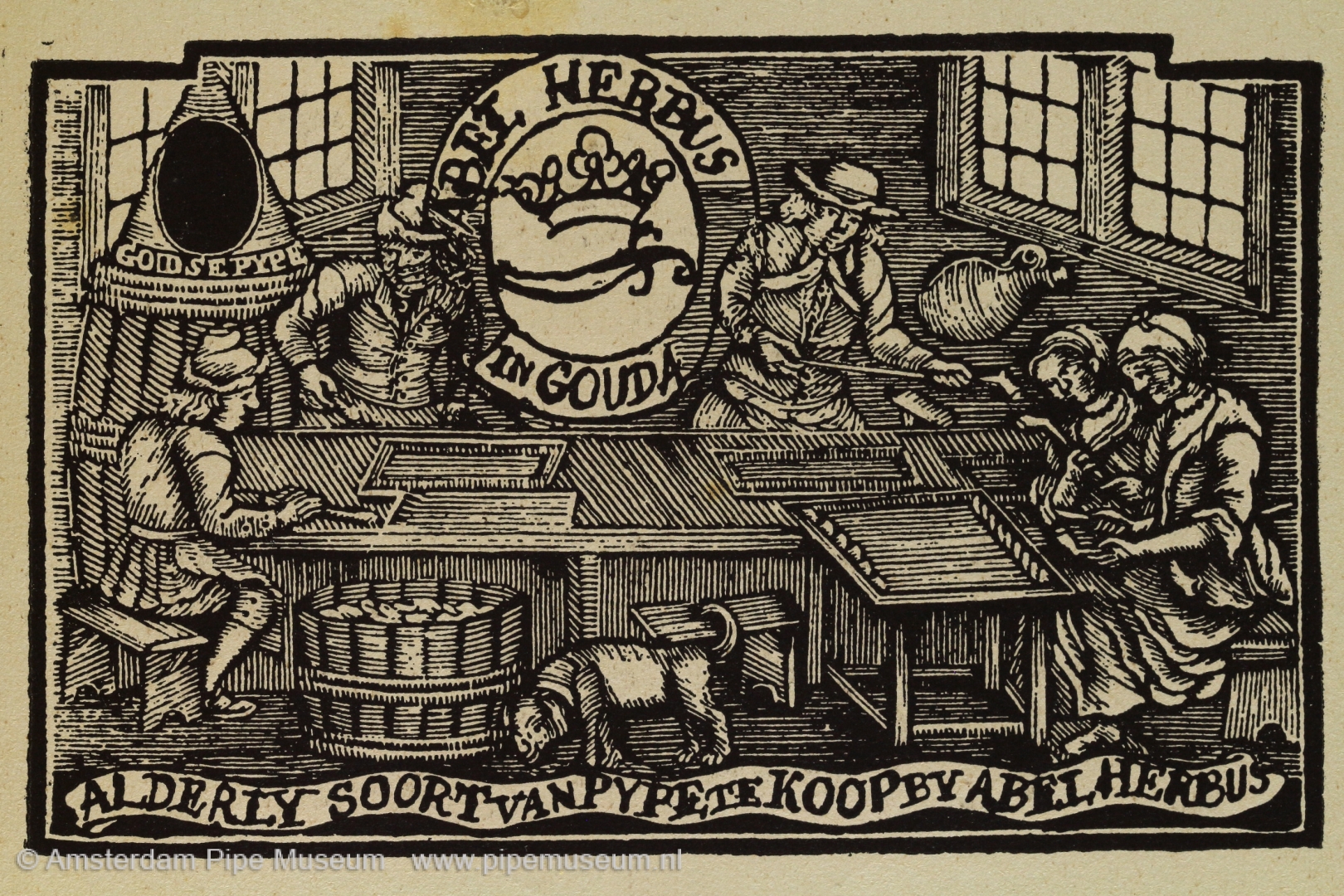
Uit de vroege tijd, de zeventiende en achttiende eeuw, zijn schaars afbeeldingen van pijpenmakerijen voorhanden. De oudste vinden we op het bekende merkendrukblok van Abel Herbus (afb. 4).[8] Deze primitieve houtsnede laat een werkplaats zien met aan een rechthoekige tafel vijf lieden. Uiterst links zien we een rolder, achter de tafel zitten twee kasters, rechts werken twee vrouwen de pijpen af. Het is een mooie weergave van de realiteit van een bedrijf in klein bestek, we zien een baas en zijn meesterknecht, verder een jongen als hulp. De beide vrouwen kunnen de echtgenotes zijn, maar in de ene kunnen we ook een oude inwonende moeder zien, eventueel zelfs een meisje. De fantasie vult de familierelaties in. Gaat het om bloedverwanten, of is behalve de baas iedereen ingehuurd. Die situaties zullen per bedrijf verschild hebben, maar het uitgangspunt dat het gezin meewerkte en de familieband nauw was, wordt met diverse bronnen aangetoond.
Arbeidsuren en werktempo
In de pijpenmakerij zijn vaste werktijden al lang een gebruik. In de jaren 1670 lopen die van zeven uur ‘s-ochtends tot zeven uur ‘s avonds, soms met verschillen in zomer en wintertijd. Op die wijze spaarde men lamplicht uit, dat overigens dikwijls aan de werknemers in rekening werd gebracht. Het werkvolk was zes dagen per week aanwezig, een maximale werkweek telde dus bijna zestig uur, op zaterdag was men wat eerder vrij. De werktijd werd echter vaak korter doordat lieden later binnenkwamen, een dag afwezig waren of om de een of andere reden verzuimden. Dat was zeker niet de bedoeling, maar soms wel onvermijdelijk.
De eigenaar van de werkplaats streefde natuurlijk naar een voortdurende bezetting en een continu doorwerken, maar de werknemer had daarin ook een stem. De feitelijke werkweek zal rond de 55 uur gelegen hebben, voor sommige lieden dus minder. Korter werken gold zeker voor werknemers die naast hun vak als pijpenmaker nog bijbaantjes uitoefenden, iets dat niet ongewoon was. Gedurende de werkweek gaf dat een aangename afwisseling. Nadat we de kaster als eenheid voor het berekenen van de productie hebben gekozen, hebben we met de duur en invulling van de werkweek een beeld van de bedrijvigheid.
De feitelijke arbeidstijd die de kaster per pijp besteedt is zeer beperkt. Een korte grove pijp is in veertig seconden gekast, bij de langste soort loopt de productietijd op van ruim een minuut tot maximaal anderhalve minuut.[9] De totale dagproductie wordt bepaald door de mate waarop de pijpenmaker doorwerkt, de pauzes die hij zich gunt en zijn momenten van afwezigheid. Van invloed is verder of hij nog andere werkzaamheden moet verrichten. Het halen van de rollen en het dragen van planken met geperste pijpen vraagt tijd die van de effectieve productie af gaat. Die handelingen zorgden wel voor afwisselende beweging tussen het werk door. Een kaster in de kracht van zijn leven die louter kast en daarbij stevig doorwerkt kan dagelijks zo’n 900 tot 1000 korte groffe pijpen persen. Bij lange pijpen ligt die productie op ongeveer 500 à 600 stuks. Daarbij is het van belang te weten dat een kaster op leeftijd veel minder resultaat levert, soms is dat maar half zo hoog.[10] Wat betreft de fysieke toestand van de kasters spreken de bronnen wel van sterke, gewone of middelmatige en zwakke of kleine kasters.
Bekend is dat het arbeidstempo gaande de week toenam, er is dus niet zoiets als een ideale constante gelijk voor iedereen. De maandag wordt wel met pijpmakertjesmaandag aangeduid, het was een dag waarop men lanterfantte.[11] Naarmate de week vorderde zagen de werklieden dat zij met onvoldoende loon naar huis zouden gaan als zij niet straffer doorwerkten. Pas met het verstrijken van de dagen kwam de productie goed op gang omdat de arbeiders verloren tijd moesten inhalen. Weekproducties zijn uit latere tijd wel bekend en schommelen sterk, uiteraard afhankelijk van de soort pijpen die men maakte, de persoonlijke energie en de lust tot werken.
Begrijpelijk zijn knechten bij bazen meer in trek wanneer zij betrouwbaar zijn, regelmatig doorwerken en goed werk leveren. In die gevallen rendeert de fabrieksruimte optimaal, terwijl er een berekenbaar resultaat tot stand komt waarmee de baas doelgericht zijn klanten kan bedienen. Niet verwonderlijk dat de financieel stabiele bedrijven knechten probeerden te binden door ze een voorschot op loon te geven om zo een goed product en een stevig doorwerken te garanderen. Met een voorschot werden goede knechten dikwijls bij concurrenten weggekocht. Knechten van minder allooi waren vaker werkeloos, sommigen zelfs niet gewenst omdat zij in het bedrijf de productie stagneerden. In een plaats als Gouda werd onder bazen snel bekend wie je moest hebben en wie juist niet.
De pijpenmakersbazen uit het Familiegeld hebben ongetwijfeld de grootste motivatie bij het werk, maar tevens de meeste neventaken. Op hun schouders rustte primair het runnen van de werkplaats. Zij moesten ervoor zorgen dat er voldoende klei was, dat de gereedschappen in goede conditie waren en dat de productie ongestoord kon plaatsvinden zonder dat werklieden op de resultaten van anderen zaten te wachten. Het aanleveren van de te bakken pijpenpotten moest op tijd gebeuren, verzendingen dienden op het juiste moment gereed te staan. Ook het onderhouden van een klantenkring vroeg zijn tijd. De effectieve werkuren van de eigenaar van de pijpenmakerij zullen fors lager gelegen hebben dan bij de knechten, mogelijk oplopend tot vijftig procent. Daarnaast hebben talloze bazen bepaalde werkzaamheden in de avonduren verricht of op zondag om zo weer tijd te winnen. Was men echt fabrikant, dan werkte men niet meer op de schroef, maar was men louter bezig met de organisatie in het bedrijf. Het vlekkeloos functioneren van een werkplaats leidde tot een maximale productie.
Bepalend voor de totale output van de Goudse pijpenmakerijen is of alle werkplaatsen ook daadwerkelijk in bedrijf waren. Wanneer er geen orders waren en het niet zinvol was op voorraad te werken, werkte men gematigd of stond het bedrijf zelfs een periode stil. In benarde gevallen nam de eigenaar zelfs dienst bij een andere pijpenmakerij. Bij het berekenen van de productieomvang is dat een heikel punt omdat er gemakkelijk van een te hoge productie of zelfs dubbeltelling sprake kan zijn. Bovendien is niet altijd duidelijk waar de productie geleverd werd. Wel kunnen we er met zekerheid van uitgaan dat er in 1674 in principe 150 kasters actief zijn, de beroepsvermelding in het register van Famieliegeld liegt er wat dat betreft niet om. Ter discussie blijft of deze arbeiders in voltijd produceerden of dat er sprake was van verborgen werkeloosheid.
Een andere complicerende factor is het arbeidsverband. Volgens het gildereglement wordt een knecht steeds voor twee jaar ingehuurd. Zijn werktijd is pas afgelopen wanneer de tijd is verlopen, de arbeid is verricht en eventuele opgeschoten gelden zijn afbetaald. Dienstverband eerder verbreken kan alleen de baas en wel wanneer van onfatsoenlijk gedrag sprake is. In september 1674 breekt tumult uit onder de pijpenmakersknechten waarbij de arbeidsomstandigheden een van de redenen tot ontevredenheid zijn.[12] Het blijkt dat wanneer er onvoldoende werk is de positie van de knecht niet zo zeker is als het volgens de regels lijkt en dat er weldegelijk voortijdig van ontslag sprake kan zijn. Kennelijk gebeurt dat te vaak, zodat daarover onder de knechten protesten ontstaan. Dit betekent dus dat knechten geregeld periodes van werkeloosheid kennen die je in een florerende hoofdnijverheid niet zou verwachten. Overigens zullen die problemen vooral voor de mindergekwalificeerde knechten gegolden hebben. De factor gebrek aan werk en dus beperkte productie is buitengewoon lastig in te schatten, maar heeft in bepaalde periodes een sterk drukkende factor op de productiecijfers gegeven.
De rekensom
Nu de omvang van de beroepspopulatie bekend is, de arbeidstijden en de veronderstelde output is het mogelijk een benadering van de productieomvang aan pijpen te geven. Bij het berekenen van de productie in de pijpenmakerij moeten we primair rekening houden met de kwaliteit. In de jaren 1670 was de Goudse fijne of porceleijne pijp, die later de benaming maatpijp zou krijgen, reeds zeer geliefd. Vanaf 1650 had de ontwikkeling in steellengte en fijnheid tot een gevestigde kwaliteit geleid. Daarnaast was er in Gouda nog een aanzienlijke productie aan groffe pijpen, goedkope kortgesteelde producten die niet van een hielmerk werden voorzien en ongeglaasd werden afgeleverd (afb. 5). Het inschatten van de verhouding tussen deze twee productgroepen is buitengewoon lastig en varieert door de tijd en naar de marktvraag. Voor het jaar 1674 is het veilig deze op vijftig procent te stellen. De lange gepolijste pijp was meer iets voor de makers met gevoel voor kwaliteit, strevend ook naar een betere winstmarge. Het groffe werk kon iedereen maken, het was daardoor sterker aan concurrentie onderhevig. Pas een halve eeuw later specialiseert de Goudse nijverheid zich in de beste kwaliteiten, waardoor het aandeel grove pijpen tot een minimum daalt.


In de vorige paragraaf is al ingegaan op de uurproductie van de kaster. Wanneer deze groffe pijpen perst ligt de productie op maximaal 1000 stuks per dag. Gaat het om lange fijne kwaliteiten dan beloopt de productie zo’n 500 à 600 pijpen per dag. Deze aantallen zijn gebaseerd op verslagen van de pijpenmakerij uit de achttiende en negentiende eeuw. We mogen verwachten dat in de jaren 1670 in een wat minder hoog tempo werd gewerkt. Bovendien laten deze cijfers de output van de energieke maker zien, niet de gebrekkige waardoor het gemiddelde flink lager moet hebben gelegen.
Bij een arbeidsjaar gaan we uit van 300 werkdagen ofwel een zesdaagse werkweek met vrij bij Christelijke feestdagen, Goudse kermis en Nieuwjaar. Inbegrepen zijn ook een paar ziektedagen. Uitgaande van een volle werktijd en een maximale productie leveren de 150 kasters wanneer zij 500 fijne pijpen per dag maken dagelijks een totaal van 75.000 pijpen. Dat resulteert in een jaarproductie van 22.500.000 pijpen van de fijne kwaliteit. Anders ligt het cijfer wanneer korte groffe pijpen gemaakt worden, dan is de rekensom 150 keer maximaal 1000 pijpen per dag ofwel 150.000 stuks totaal per dag op alle kasters. Op jaarbasis geeft dat een resultaat van 45.000.000 pijpen. De werkelijke productie zal in het midden liggen, er worden niet alleen fijne maar ook niet alleen groffe pijpen gemaakt, half om half is een redelijke schatting voor de jaren 1670, dat percentage ligt wellicht wat hoger door de geleidelijk steeds verder overheersende fijne kwaliteit. In 1674 zou de jaarproductie voor sterke kasters dus op 33.500.000 stuks liggen.
Wanneer we dezelfde berekening voor de zwakste kasters en diegenen die niet doorwerken doen, dan blijkt de uitkomst slechts de helft! Of er meer sterk dan zwak werkvolk actief is blijft een open vraag. In ieder geval moeten we een bijstelling maken waarbij het aftrekken van een kwart van de maximale productie redelijk en zeker niet te hoog lijkt.
Productiecijfers kasters
| mankracht | dagen | productie | soorten |
| 150 kasters x 500 ex. per dag = 75.000 | x 300 werkdagen = | 22.500.000 | (= porceleijn) [13] |
| 150 kasters x 1000 ex. per dag = 150.000 | x 300 werkdagen = | 45.000.000 | (= kort en grof) |
| Totale productie (50% lang/50% kort) | 33.500.000 | ||
| minus: | |||
| aftrek 25 % wegens matige werkers | - 8.375.000 | ||
| subtotaal | 25.125.000 | (twee soorten) | |
| aftrek 10% wegens breuk tijdens de productie | -2.512.500 | ||
| totaal | 22.612.500 | (twee soorten) |
Tenslotte dient opgemerkt te worden dat in de pijpenmakerij de rekeneenheid wordt uitgemaakt door het gros. Een pijpmakersgros wisselt op verschillende momenten in de productie van aantal. Zo is een roldersgros 180 stuks, een kastersgros telt 160 en pas bij de tremsters heeft het zijn aantal van 144 stuks gekregen. Die werkwijze was al in de zeventiende eeuw geïntroduceerd om de werklieden zelf voor de uitval te laten opdraaien. In de berekeningen die hier worden gepresenteerd hebben wij met dit grossensysteem niet van doen. De berekeningen worden op basis van tijd per stuk gedaan. Wel dient het aantal pijpen dat gedoemd is tussen de kaster en de ovengang te sneuvelen daar nog van afgetrokken worden. Dat komt neer op een uitval van tien procent van de productie van de kaster. Daarmee komt de berekende jaarproductie dus op ruim 22½ miljoen pijpen te liggen.
Het waarheidsniveau van de uitkomst van deze rekensom blijft een vraag met als meest onzekere factor de persoonlijke inzet. De kasterspopulatie was fysiek gezien nu eenmaal gevarieerd. Door de werktijd op de twee soorten toe te spitsen en de productie half half te stellen wordt rekening gehouden met de variatie in marktaanbod. Naast de snelheid van werken is er onbekendheid met het algemene tempo van de zeventiende eeuwer, vermoedelijk heeft dat beduidend lager gelegen dan in latere tijden. Pas in de negentiende eeuw wordt in de fabrieken de productiesnelheid drastisch opgevoerd. Op deze latere tijd is ook de berekende dagproductie gebaseerd. Daarmee is de uitkomst van de totale productie eerder te hoog dan te laag.
De uitkomst ter discussie
Zinvol is het de berekende jaarproductie nog eens nader ter discussie te stellen en op onzuiverheden te controleren. Daarin is het betrekken van het overige personeel geen optie. De personeelsbezetting fluctueert sterk en heeft zowel met de marktvraag als met de kwaliteit van het product te maken. Het zijn factoren die altijd in beweging zijn waardoor het lastig is daarover een uitspraak te doen. Belangrijker is dat de nevenwerkzaamheden ten behoeve van de kwaliteit van het product geen invloed op de totale output hebben, die blijft afhankelijk van de snelheid van de kaster. De omvang van het totale personeel geeft slechts een houvast van het belang van de nijverheid.
Met een archiefstuk uit het jaar 1679 wordt over dit personeel twijfel gezaaid, want het geeft een volledig andere indruk van de beroepspopulatie die in de Goudse pijpenmakerij werkt. In een rekest verzoeken de overman en dekens bij het stadsbestuur om hun gildebestuur te mogen uitbreiden.[14] In dat stuk geven zij een beeld van een wassende nijverheid met 160 pijpenmakerijen die ieder met tien personen bemand zouden zijn. Bij dit verzoekschrift was het van groot belang de nijverheid zo omvangrijk mogelijk af te schilderen om de gevraagde bestuursuitbreiding te krijgen. In de pijpennijverheid zouden op dat moment 1600 personen werkzaam zijn ofwel tien personen per bedrijf. Deze cijfers moeten zeer gechargeerd zijn en dus onjuist.
We zouden kunnen veronderstellen dat in de kleine bedrijven maximaal vijf personen actief waren, zoals op de prent van Herbus te zien is. In dat geval komen we met 150 kasters op een beroepspopulatie van 750 personen, een cijfer dat betrekkelijk dicht bij de realiteit moet liggen. Met inbegrip van het beperkte aantal grotere bedrijven zouden wij nog honderd extra werklieden kunnen toevoegen waarvan twintig jongens als kaster in de productie bijdragen. Dan nog komen we op een totaal van 850 personen en dat cijfer is ver verwijderd van de veronderstelde 1600 arbeiders. Hoe groot de totale beroepspopulatie ook geweest is, in dit betoog en dus ook in de onderhavige berekeningen zijn alleen de kasters betrokken en van hen is het aantal en de prestatie betrekkelijk zeker.
Uit de jaren 1670 zijn verder geen archiefstukken bekend die concrete informatie over arbeiders of over productie geven. Wel bestaat uit 1680 een lijst van het redemptiegeld waarin honderd pijpenmakerijen vermeld staan.[15] Dat kan echter geen bruikbare bron zijn aangezien het aantal zelfstandige bedrijven in dat jaar reeds op 180 lag.
Een complicerende factor in de discussie is ook het aantal merken dat twijfel zaait over de beroepspopulatie. Sec gezien zijn alle pijpenmakers die hun proef hebben afgelegd, ongeacht of zij als knecht of als baas werken, in het bezit van een pijpenmakersmerk. Slechts zelden staat er bij de proefaflegging geen verkozen merk opgetekend. Dat zou betekenen dat er evenveel merken in gebruik zijn als er pijpenmakers zijn, 147 om precies te zijn. Ter controle heb ik het aantal geregistreerde merken uit het jaar 1674 geteld.[16] Dat blijken er bijna 200 te zijn, waarvan er zo’n vijftien dubieus. Het pijpmakersmerk was een mogelijkheid te markten en eigenaren wisselden wanneer een betere marktkans op een ander merk te verwachten viel. Dat verklaart de groei naar 200 verschillende merken, al staat het uitschrijven van de merken nergens genoteerd. In dat aspect was de administratie dus gebrekkig. Aan de in 1674 gebruikte merken kunnen we de toonaangevende bedrijven herkennen, terwijl bodemvondsten duidelijk maken welke merken voor welke kwaliteiten pijpen werden gebruikt. Duidelijk mag zijn dat een forse groep merken niet of nauwelijks gezet is. In de lijst van merken herkennen we in ieder geval 40 merken voor lange fijne en porceleijne pijpen. Bij enkele van die bedrijven werd de grootste omzet gemaakt en werkte het meeste personeel. De analyse van de merken wijst er ook op dat de productie van zo’n vijftig procent grof tegenover fijn en porceleijn een juiste keuze is.
Uit het personeelsaantal lezen we nog een ander kenmerk van de Goudse pijpenmakerij. Het getal van 37 meesterknechten in het jaar 1674 lijkt gering al is hun status benoemd en daarmee duidelijk. In de letterlijke zin is een pijpmakersknecht een volleerd pijpenmaker die als knecht in dienst is bij een pijpenmakersbaas. Die knecht heeft zijn meesterproef afgelegd, zo niet dan wordt hij met jongen aangeduid. In principe is hij gelijk aan de pijpenmakersbaas al oefent hij zijn vak niet als zelfstandige uit. Zijn verantwoordelijkheid beperkt zich tot de productie van kleipijpen. In de telling van 1674 werken de knechten dus als meesterpijpenmaker in het bedrijf van een baas. Wanneer zij daarentegen voor eigen rekening gaan werken, dan kunnen ze zelf knechten in dienst nemen. Op dat moment blijft de productie gelijk al wordt deze op een andere plaats gemaakt. Het geringe aantal meesterknechten in 1674 zegt dus vooral iets over de hoge graad van zelfstandigheid in de pijpenmakerij in dat jaar.
In welke mate de bedrijfstak zich van grijs personeel bediende is nog een open vraag. Daarmee worden kasters bedoeld die op de schroef werken en hun leertijd hebben voldaan maar nog geen meesterproef hebben afgelegd. Zij zijn volwaardige pijpenmakers zonder de status van knecht te hebben terwijl zij de positie van jongen zijn ontgroeid. Deze personen figureren niet in de gildeadministratie omdat zij in feite leerlingen zijn die hun leertijd hebben voldaan maar niet zijn overgegaan in een nieuwe status. Voor de pijpenmakersbaas zijn deze lieden goedkoper, de werknemer zelf had als voordeel dat deze nog geen inleggeld in het gilde had betaald.
De 37 pijpmakersknechts uit het Familiegeld zullen deels bij de kleine pijpenmakerijen gewerkt hebben, de rest vinden we bij een handjevol grote bedrijven. Een willekeurige verdeling zou kunnen zijn 20 knechten in de kleine bedrijven en zeventien verdeeld over vier à vijf grotere bedrijven. De leerjongens zullen eerder bij de grotere bedrijven gewerkt hebben, daar kwamen zij het beste tot hun recht. Een andere verdeling is 60 eenmanszaken, 30 bedrijven met twee schroeven en 20 grotere bedrijven met drie of meer schroeven. Onduidelijk blijft hoeveel beschikbare werkplekken er gemiddeld ongebruikt waren, over die vorm van verborgen werkeloosheid zijn we niet geïnformeerd.
Behalve de kaster als maat, kan ook het aantal schroeven in een werkplaats als uitgangspunt voor de berekening van de productie dienen. Iedere kaster heeft zijn eigen schroef, anders kan hij zijn beroep niet uitoefenen. Per saldo zullen er in de pijpenmakerij iets meer schroeven dan kasters geweest zijn. Voor het vaststellen van het aantal schroeven staan ons inventarissen van pijpenmakerijen ten dienste.[17] Daarin zien we dat tot aan het eind van de zeventiende eeuw de omvang van het aantal schroeven min of meer gelijk blijft. De meeste werkplaatsen hebben één à twee schroeven, een schaars aantal heeft er drie of vier, bij de grootste wordt met zes schroeven gewerkt, maar dat is een zeldzaamheid.[18] Gegeven het aantal schroeven kan de productie niet heel veel groter geweest zijn. Met de kaster als maat moet het aantal schroeven daarop aansluiten en dat doet het.
Het productiecijfer van 22½ miljoen pijpen per jaar bevat nog factoren die het cijfer kunnen bijstellen. Een remmende factor is het wachten op werk. Bij de kaster gebeurde dat op twee manieren. Waren er geen rollen beschikbaar dan kon hij niet doorwerken. Daarnaast moest zijn persvorm geregeld opgehaald worden ofwel van slijtsporen ontdaan worden waardoor de kaster werktijd verloor. Daarvoor ontving hij weliswaar verzuimgeld, maar in die periode werd geen productie geleverd.
De verplichting voor gildeleden ter begrafenis van een gildebroeder of zuster te gaan is een ander voorbeeld van een drukkende factor. In de praktijk komt dat neer op minimaal drie tot vier uren verzuim per begrafenis. In normale tijden sterven er gemiddeld zo’n vier collega’s per jaar. Voor de totale kasterspopulatie betekent dat op jaarbasis een productieverlies van ruim een half procent.[19] Zo zijn er nog andere tijdvragende zaken die bazen en knechten van hun werk hielden, zowel in het bedrijf als buiten de deur. Het gegeven dat wel drukkende maar geen productie stimulerende zaken te noemen zijn, zet het aantal van 22½ miljoen pijpen eerder onder druk dan dat het groter zal zijn geweest.
Een feit is dat welke keuze je bij de berekening ook volgt, iedere uitkomst op de een of andere wijze onzekere factoren in zich heeft. Wanneer we ons bewust zijn van de mogelijke variabelen zoals hier beschreven, dan nog is de berekening van zo’n 22½ miljoen pijpen in Gouda gemaakt in het jaar 1674 zeer aannemelijk. Toch blijft de behoefte bestaan dit te verifiëren door vanuit een andere invalshoek de berekening te maken. Die mogelijkheid blijkt te bestaan en wel vanuit de aanpalende nijverheid, de pottenbakkerij. Die komt in de volgende paragraaf aan bod.
Bakfaciliteit als controle
Bovenstaande berekeningen nodigen uit tot het zoeken naar een extra controle omdat zoals opgemerkt de reconstructie van het productieaantal aan de hand van de werknemers te veel variabele factoren heeft. Die controle vinden we in een ander aspect van het productieproces, namelijk het bakken van de pijpen. De jaarproductie van de pijpennijverheid is uiteindelijk gebonden aan de beschikbare ovenruimte die de Goudse pottenbakkerijen bieden. Het aantal pottenbakkerijen is goed gedocumenteerd, dus daarover zijn berekeningen te maken.
Zoals bekend zijn de pijpen- en pottenbakkerij nauw met elkaar verweven. Pijpenmakers hebben geen eigen oven, pottenbakkers verhuren hun bakfaciliteiten op basis van een stukprijs per pijpenpot. De pottenbakkerij in Gouda is erop ingericht de bodem van de oven met pijpenpotten vol te zetten, eer de koepel met aardewerk wordt gevuld. Die werkwijze biedt een ideale vorm van samenwerking. Tegelijkertijd levert het ook een spanningsveld tussen beide beroepsgroepen op. De pottenbakker kan met onvoldoende potten niet rendabel stoken, hij moet dus genoeg aanbod van de pijpenmakers hebben. Een tweede factor is dat de draaiers in de pottenbakkerij een productie voor één ovenkoepel leveren. Beide factoren bepalen de werkdiscipline binnen het grofaardewerkbedrijf. Kortom, bij de pottenbakkerij is de werkwijze vastgesteld en in balans. Het stookproces op zich is dermate arbeidsintensief dat stoken met een half gevulde oven onrendabel is en dus niet voorkomt.
Het pottenbakkersgilde ziet er ook op toe dat er niet te veel pottenbakkerijen in Gouda komen, want dan zou concurrentie tot prijsverlagingen kunnen leiden. Om die reden is de bakcapaciteit bemeten aan de productie van de pijpen en eerder krap dan ruim. Voor de pijpenmaker daarentegen is de uitbesteding van het bakken een verlichting op zijn taken. Wel is het van belang het te bakken goed zo snel mogelijk retour te krijgen om tijdig levering te kunnen doen. Bovendien is het noodzakelijk dat de kwetsbare pijpenpotten met voldoende zorg behandeld worden. Dankzij de vastgestelde baklonen is er zekerheid over de kosten van het stoken.
De omvang van de Goudse pottenbakkersnijverheid is ook in het Familiegeld terug te vinden.[20] In 1674 blijken er 21 pottenbakkerijen te zijn waarvan er vijf niet tot de wat wij nu noemen grofaardewerk branche behoren, daar maakt men tegels of faience. De resterende zestien ovens zijn gespecialiseerd in gebruiksaardewerk en verlenen bakfaciliteit ten behoeve van de pijpenmakerijen. De capaciteit van deze zestien ovens voldoet bij een reguliere productie aan pijpen. Alleen bij plotselinge productietoename ontstaan er klachten dat de pijpmakers te lang moeten wachten op het bakken. Anderzijds klagen de pottenbakkers over de hoge bakschulden van talloze pijpenmakers en zullen zij vlotte betalers beter bediend hebben dan de pijpenmakersbazen met hoge schulden.
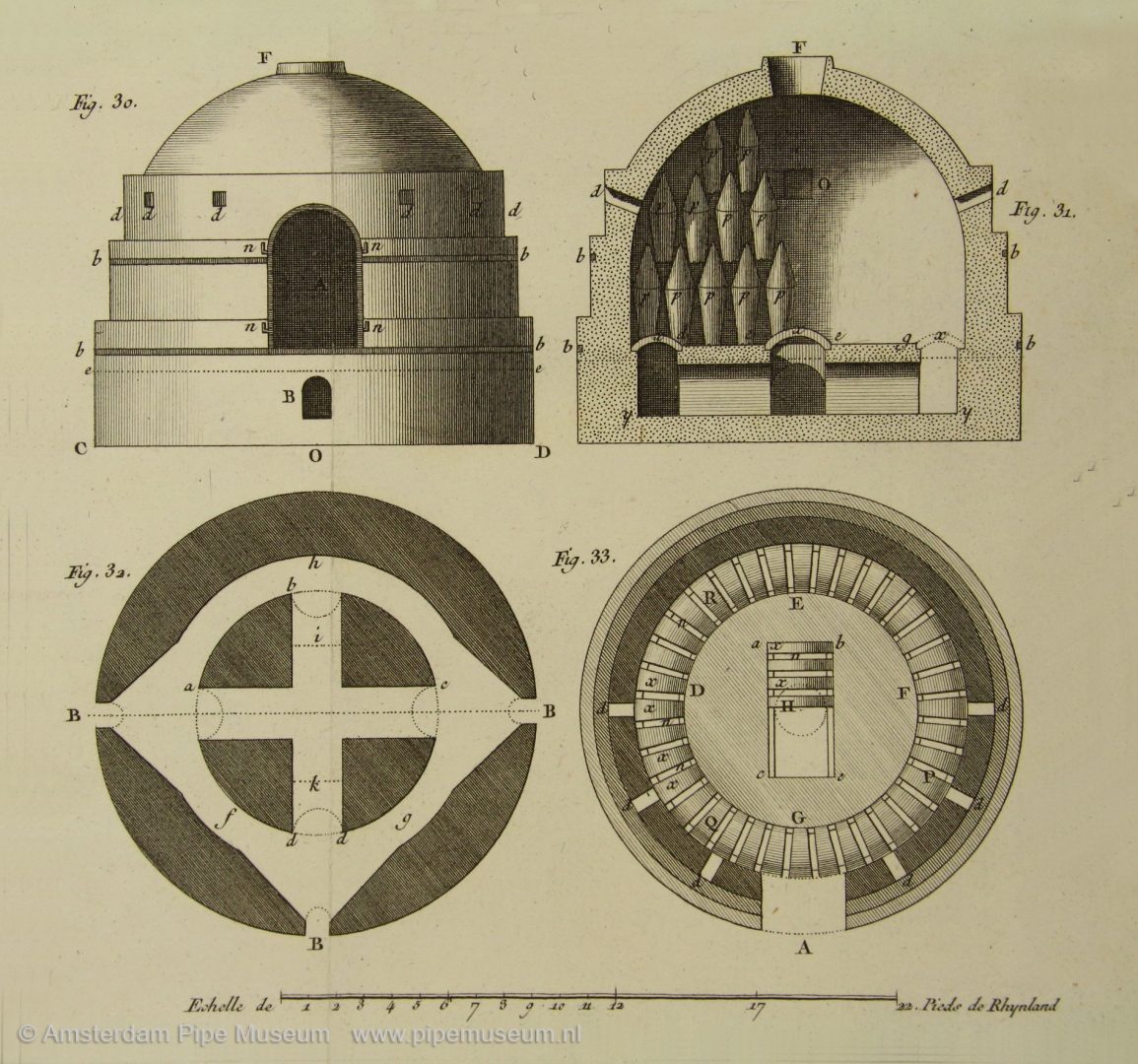
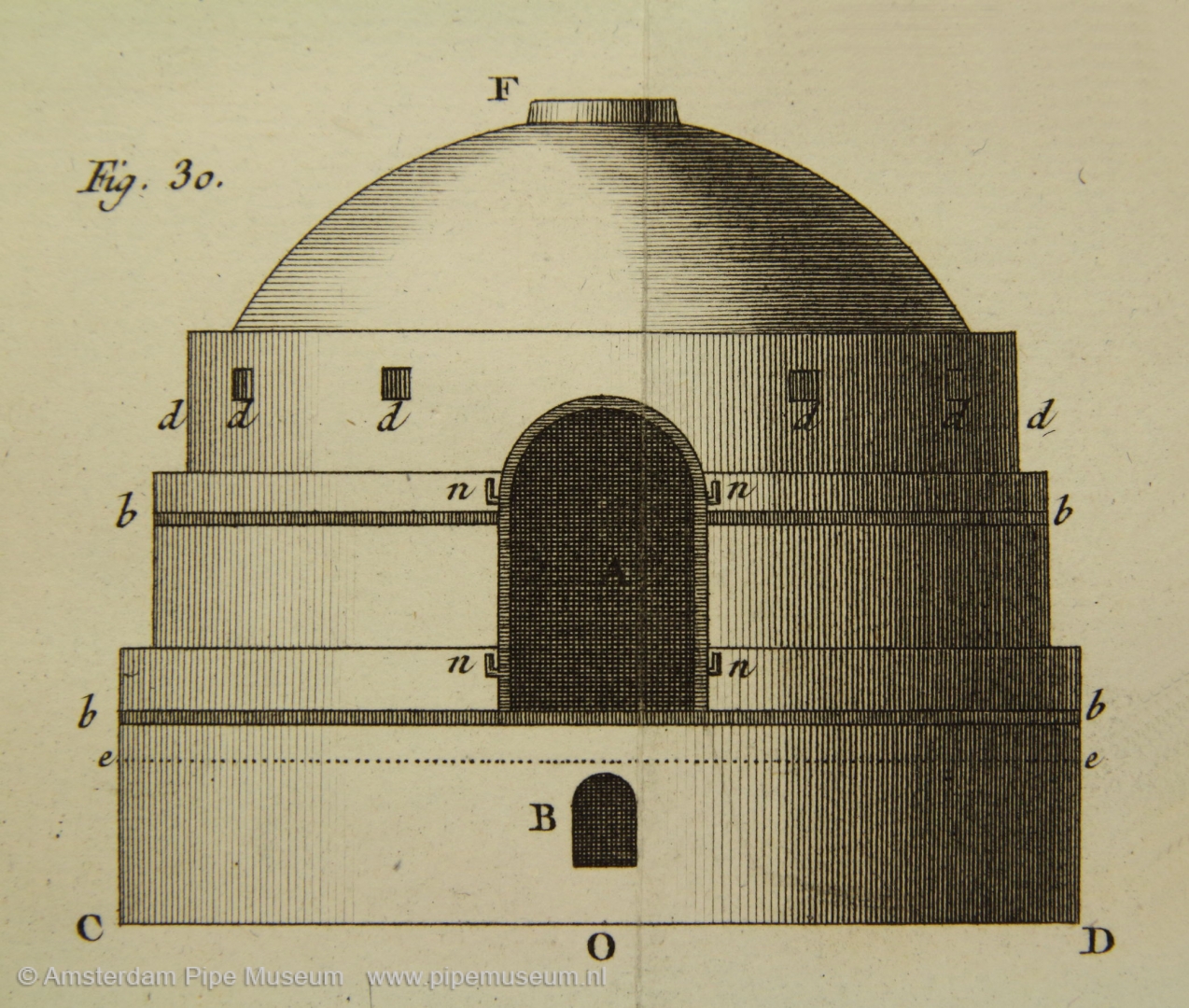
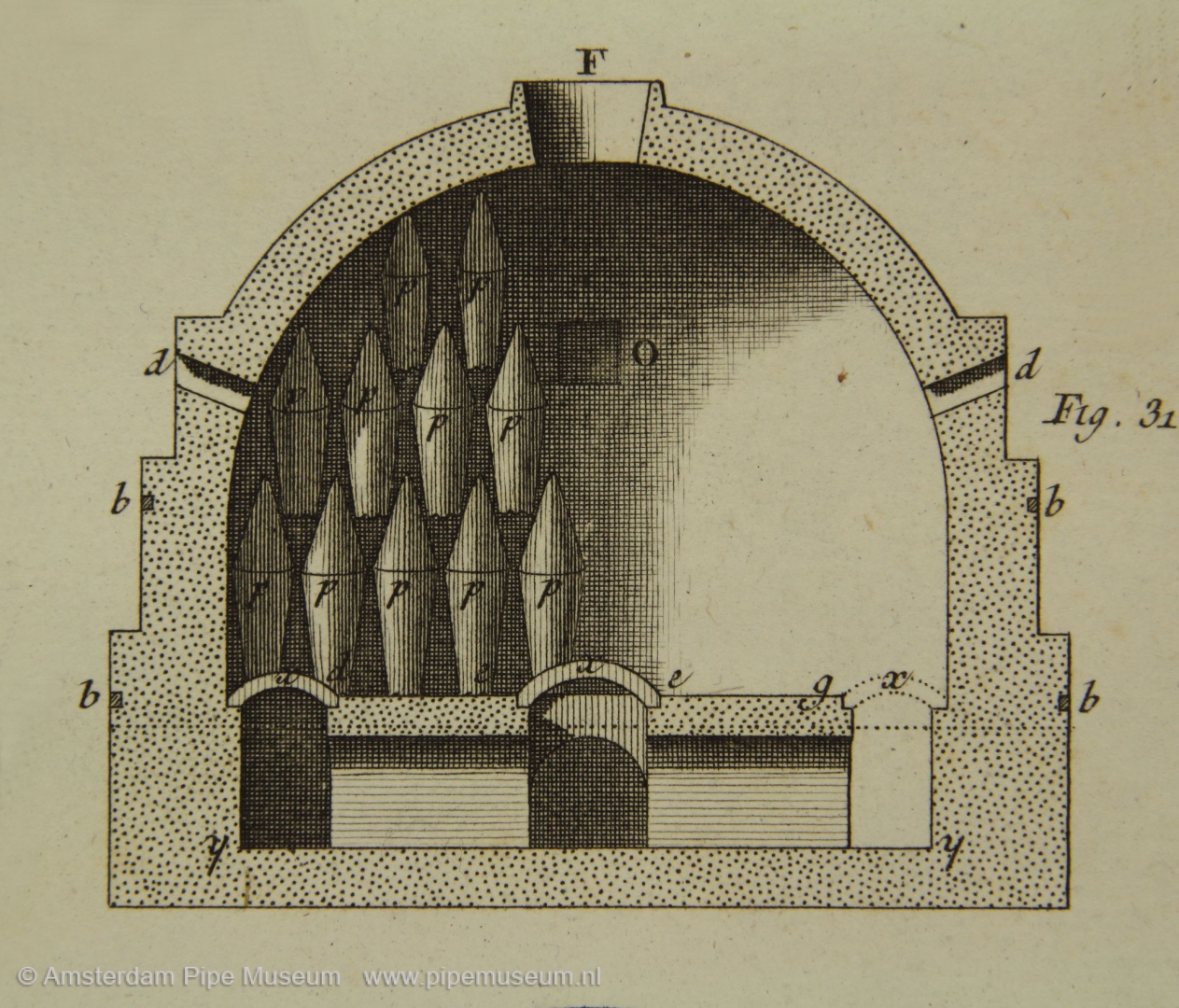
De Goudse pijpenpottenbakkerijen werken met een zogenaamde koepeloven, een ronde oven met een ovenkamer boven een stookruimte en zonder schoorsteen. Het is gebruikelijk dat alle ovens op dezelfde wijze geconstrueerd zijn en hetzelfde formaat hebben.[21] Tussen 1640 en 1900 neemt die oven wel in omvang toe. Geleidelijke vergroting gebeurde omdat het bakken van pijpenpotten voor de pottenbakker een lucratieve activiteit is.[22] De verhandeling van Duhamel du Monceau uit 1771 is de beste houvast voor de Goudse oven. Deze Franse encyclopedist heeft allerhande nijverheden in beeld gebracht en beschreven. Voor de pijpenmakerij heeft hij een informant gehad die in Gouda goed bekend was en wist hoe de productie inclusief het stookproces in zijn werk ging. De gravure bij zijn verhandeling toont zo’n typische Goudse rondoven op een basis met stookruimte en een ovenkoepel voor het te bakken goed (afb. 6).[23]
Cruciale vraag over de ovens is hoeveel pijpenpotten erin gebakken kunnen worden. De gravure Van Duhamel geeft ook op die vraag antwoord. Deze laat zien dat er in Gouda in de rondoven diametraal tien pijpenpotten op een rij kunnen staan. Dat levert een totaal op van ongeveer 75 potten per stookgang. Zoals opgemerkt is de Goudse oven in de loop van de generaties geleidelijk iets groter geworden. We gaan uit van een hele of een halve voet per vergroting en dat de herbouw bijna bij iedere generatie een keer plaatsvond. Voor de koepeloven anno 1674 mogen we verwachten dat deze twintig procent kleiner was dan een eeuw later bij Duhamel. Het is redelijk te veronderstellen dat de oven in 1674 aan circa 60 pijpenpotten plaats bood.
De pijpenpotten zijn eenvoudige potten van gedraaid aardewerk die aan een vaste maat gebonden waren. Dat formaat was gerelateerd aan goed hanteerbaar en het risico van breuk. Werden de pijpenpotten te groot, dan waren ze in gevulde toestand niet meer door de ovenvullers te hanteren. Over het formaat kwamen geregeld klachten binnen zodat de beide gilden een standaardmaat overeengekomen zijn. Om eventuele discussies te beslechten stond een voorbeeld van zo’n pijpenpot op het stadhuis.[24] Helaas is de feitelijke maat van deze pot nooit in gildestukken vastgelegd. Zeker is wel dat de pijpenpot in de loop der jaren iets vergroot moet zijn. Dat was vooral nodig vanwege het langer worden van de pijpen. Die schaalvergroting nam gelijke tred met de toename van de ovenkoepel.
De inhoud van de pijpenpot bood plaats aan tussen de 400 en 800 pijpen, afhankelijk van de grootte van de ketel en de lengte van de steel van de pijp.[25] Berekeningen van deze aantallen stammen uit de achttiende eeuw met als kroongetuige dat er 23 lagen pijpen in een pot passen. Een eeuw eerder waren de pijpenkoppen kleiner, maar de stelen dikker. Per saldo zal dat op de inhoud van de pot niet bijster veel hebben uitgemaakt al is juiste informatie hierover niet bekend.
Wanneer er gemiddeld 600 pijpen in een pijpenpot passen en er 60 potten op een ovenvloer dan kunnen er 36.000 kleipijpen in één oven gebakken worden. Met zestien functionerende ovens worden wekelijks 576.000 pijpen gebakken. Dat betekent jaarlijks in totaal 28.800.000 gebakken pijpen. Voor dat cijfer wordt van 48 weken stoken uitgegaan, want het was gewoonte vanaf kerst de oven vier weken niet te gebruiken.[26] In die periode werd het onderhoud van de oven verricht. Bovendien werd er per generatie vaak een nieuwe oven gebouwd en dat nam soms meer dan enkele weken in beslag.
Jaarcapaciteit pottenbakkerijen in 1674
60 potten x 600 pijpen = 36.000 pijpen x 48 weken = 1.728.000 pijpen jaarlijks per oven x 16 pottenbakkerijen = 27.648.000 pijpen jaarlijks totaal.
Deze uitkomst maakt het mogelijk de veronderstelde jaarproductie van 22½ miljoen pijpen die de kasters gedurende dat jaar tezamen geperst zouden hebben te bakken. Het aantal geproduceerde pijpen ligt dus twintig procent lager dan de ovencapaciteit van de Goudse pottenbakkers. Echter, een kleine verandering in de beide berekeningen en de cijfers komen anders uit. Ook hier zal de waarheid in het midden hebben gelegen en zeker voortdurend gefluctueerd hebben. Zo kan de potinhoud bij korte pijpen bijvoorbeeld groter zijn geweest dan verondersteld. Dergelijke fluctuaties kunnen onmogelijk in de berekening worden meegekomen. Wanneer we met dezelfde rekensom uitgaan van 400 en 800 pijpen per pot, dat vertoont de jaarproductie een geweldig groot verschil.[27] Dan is de uitkomst respectievelijk ruim 18 miljoen en ruim 36 miljoen pijpen per jaar voor de Goudse pijpenmakerijen. Beide cijfers laten de uitersten zien, die geen relatie met de werkelijkheid hebben.
Conclusie
Het register van het Familiegeld 1674 uit Gouda is een belangrijke bron om een beeld te krijgen van de omvang en de productie in de pijpennijverheid in dat jaar. Doordat we de beroepsbevolking kennen en de arbeidsinspanning kunnen inschalen, zijn we in staat de productie uit te rekenen. Hoewel die berekeningen met veel voorbarigheid gepresenteerd moeten worden, schuilt er zonder twijfel een redelijke mate van juistheid in. Dat wordt bevestigd wanneer we de bakcapaciteit van de pottenbakkers erin betrekken. De productiecijfers geven een kijkje in de Goudse pijpennijverheid op weg naar een hoofdnijverheid. In de generaties die volgen zal de Goudse pijpennijverheid verder uitgroeien en zal de productie verder toenemen.
Twee historische feiten maken de jaarproductie uit Gouda nog sprekender. De eerste is een vergelijk naar het jaar 1874, twee eeuwen later. Bij de beroemde pijpenfabriek Gambier in Givet worden in dat jaar 53,1 miljoen pijpen geproduceerd.[28] Met 177 kasters is het aantal kasters bijna gelijk aan Gouda anno 1674. Dat de productie daar dan veel groter is ligt aan andere oorzaken. De fabriek in Givet is uiterst efficiënt georganiseerd in vergelijking tot de dan nog verzaaide kleinschalige werkwijze in Gouda. Het is de tucht die op de Franse fabrieksarbeiders rustte tegenover de vrijheid en verborgen werkeloosheid in het Goudse werkklimaat van 1674. Een fractie van het verschil zit wellicht in de Goudse porceleijne kwaliteit die sterk veredeld was en om een zeer grote arbeidsinzet vroeg. Die extra arbeid wordt echter geleverd door andere arbeiders zoals de tremsters en de glaasters. De fabriek van Gambier heeft in het jaar 1874 zijn hoogste arbeidersaantal bereikt met 565 personen. In de productieketen werken steeds drie personen samen, ook daar is de kaster de maat.
Om beter grip op de omvang van de Goudse jaarproductie aan pijpen te krijgen nog een tweede voorbeeld. De jaarproductie uit Gouda van circa 22½ miljoen pijpen betekent dat in 1674 per hoofd van de bevolking van de Noordelijke Nederlanden die toen 815.000 zielen telde totaal een kleine 30 pijpen per persoon beschikbaar waren! Dat lijkt een plausibel aantal. Lang niet iedereen rookte, bovendien was er ook nog van lokale productie sprake die vooral in de vraag naar eenvoudige pijpen voorzag. De jaarproductie geeft de mogelijkheid een deel van de Goudse kleipijpen te exporteren, hetgeen ook gebeurde al moeten we de omvang van die zendingen niet overschatten.
Dankzij het Familiegeld weten we dat Gouda in 1674 circa 10.000 inwoners gehad moet hebben. In dat jaar was de bevolking drastisch teruggelopen door het Rampjaar en vooral door de grote sterfte tijdens de pestepidemie van 1673. Komende van 14.000 Gouwenaars zou de omvang in latere jaren weer op dat niveau terugkomen. Het jaar 1674 is een interessant jaar omdat het de malaise van eerdere jaren afsluit en de weg naar een beter bestaan voor velen inluidt. Dat optimisme drukt zich ook uit in het hoge aantal zelfstandige pijpenmakers.
Dat het uitwerken van een berekening over de productieomvang van een nijverheid geen eenvoudige zaak is legt dit artikel uit. Ten eerste bieden de bronnen beperkte informatie en zeker nooit alle gegevens die je nodig hebt. De feiten sluiten zelden op elkaar aan en roepen steeds nieuwe vragen op. Op zich is dat niet onlogisch. De wijze waarop de regelgeving wordt nageleefd heeft forse gevolgen voor de productie. De pijpennijverheid was een gecompliceerde branche, waarvan de invulling steeds anders is. Er was geen sprake van een eenvoudige en enkelvoudige groei. Juist die dynamiek maakt het boeiend maar ook frustrerend omdat de kennis nooit vastomlijnd wordt.
Een belangrijke controle op de aannames van de productie is de berekening van de beschikbare ovencapaciteit in Gouda. Die invalshoek is hier voor het eerst als uitgangspunt genomen. Uit de archiefbronnen spreekt regelmatig dat juist daar het knelpunt lag tussen pijpenmakers en pottenbakkers. Deze bakcapaciteit geeft de bovengrens van de pijpenproductie aan en is daarmee maatgevend voor de maximale omvang van de productie.
© Don Duco, Amsterdam Pipe Museum, 2016.
Afbeeldingen
- Plattegrond van Gouda bestemd voor uitgave van Ludovico Guicciardini in 1660. J. van Meurs, 1658-1660.
Amsterdam Pipe Museum APM 10.073 - Kaart van Gouda met spreiding van de werkplaatsen over de stad in 1674. Uit: Duco, 1981.
Amsterdam Pipe Museum documentatie - Kaster achter de pijpmakersschroef. Gouda, Firma P. Goedewaagen & Zoon, 1890-1900.
Amsterdam Pipe Museum APM 3.677a - Merkvignet met de afbeelding van een pijpenmakerij. Gouda, Abel Herbus, 1776.
Amsterdam Pipe Museum documentatie - Korte groffe en lange fijne kleipijp. Gouda en Leiden, 1660-1680.
Amsterdam Pipe Museum APM 11.104 en APM 11.119 - Goudse pottenbakkersoven uit Henri Louis Duhamel du Monceau, L’Art de Faire les Pipes à Fumer le Tabac, Parijs, L’imprimerie de L.F. Delatour, 1771.
Amsterdam Pipe Museum APM 17.528
Noten
[1] Don Duco, 'Waar woonden de Goudse pijpmakers in het jaar 1674?', Pijpelijntjes, VII-1, 1981, p 4-8.
[2] Weduwen: Josijna Boudewijns, Ingetgen Cornelis, Marritge Cornelis. Soetge Dircx (pijpmakerij), Abraham Divorne, Jan Cornelisz. Houtman, Marritje Jans, Jannitje Louris (winkel), Jan Malierts (winkel), Cornelis Stevens, Steven Stevensz., Cornelis Willems Westerdorp (winkel), Joost Witjes.
[3] Pijpmakerswinkel: Dirck van Bergen (aanvankelijk tegelbakker), Reijnier Jansz. Blom (merk goudsbloem), Jan Claesz., Arien Dircksz., Harmen Gabrielsz. de Jager, Harmen Jansz., Jeroen Jansz., Willem Stevensz. de Jonge, Daniël Cornelisz. Korthals, Jannitje Louris, weduwe Jan Malierts, weduwe Cornelis Willems Westerdorp.
[4] Pijpmakersbaas: Heijndrick Teunisz. Boon, Joost Jacobsz., Jan Michielsz. Metfoort, Joris Metvoort, Eewout Pietersz. en Johannes Vaster.
[5] Klein pijpmaker: Teunis Pietersz.
[6] D.H. Duco, Merken en merkenrecht van de pijpenmakers in Gouda, Amsterdam, 2003.
[7] D.H. Duco, De techniek van het pijpmakersbedrijf in Gouda, Oxford, 1980, p 141. Productiestaat van middeleinden (ruim 30 centimeter lang) in 1888. 7 cent rollen, 23½ kasten, 10½ tremmen, 4 glazen, 6 bakken, 2 uitschieten, 3 pakken, 7½ mandje, 10 klei, kostprijs totaal 73½ cent.
[8] D.A. Goedewaagen & G.C. Helbers, Goudsche Pijpen, De merken en het merkenrecht van de pijpmakers te Gouda, De geschiedenis van de pijpmakerij te Gouda, Amsterdam, 1942, p 128, afb 95 en p 161, afb 143. Duco, (Merken en merkenrecht), 2003, p 110-111, afb 206-207.
[9] Gemeten aan de reële productietijd van de kaster. Het verschil in productietijd heeft een nauwe relatie met het prijsverschil van de soorten pijpen.
[10] Duco, (Techniek), 1980, p 145-146. Sterke kasters ƒ 25,-, middelmatige ƒ 20,-, kleine ƒ 17,50, jonge kasters en invaliden ƒ 11,- tot ƒ 15,-.
[11] D.A. Goedewaagen, (Aantekeningen betreffende de pijpmakerijen te Gouda), z. jr., Dl. VI, p 5 (onderaan)
[12] G1674-09-29. Ook: Don Duco, Pleidooi voor betere lonen, Amsterdam, 1999.
[13] Bij productie van 600 porceleijne pijpen: 150 kasters x 600 ex. per dag = 90.000 x 300 werkdagen = 27.000.000
[14] G1679-08-29. 161 pijpenmakers en pijpenmakersknechten veronderstellen een beroepspopulatie van 1600 personen.
[15] G1680. Pijpmaker 92, pijpmaakster 5, klein pijpmaker 2, pijpnering 1, totaal 100.
[16] Duco, (Merken en merkenrecht), 2003.
[17] Don Duco, Bronnen tot de geschiedenis van de pijpennijverheid in Gouda, Amsterdam, 1976 e.v.
[18] G1673-02-11. Bedrijf van Ouwen Andriesz. met zes schroeven.
[19] Berekening: 3 uur per begrafenis, 150 gildeleden is 450 uur per begrafenis maal 4 begrafenissen jaarlijks is 1800 uur ofwel 180.000 lange of 90.000 korte pijpen per jaar derving. Betreft 0,54 procent.
[20] G1674, Familiegeld bevat 16 pottenbakkers (inclusief: 3 pottenbakkerijen, 1 pottenbakkersbaas en 1 pottenbakkerswinkel). Verder zijn er een pottenbakster en 16 pottenbakkersknechts. Buiten bestek vallen 2 plateelbakkerijen, 2 tegelbakkers, ook een plateelbakkersknecht, een pannenbakkersknecht en een steenbakker.
[21] G1676-09-07.
[22] Adri van der Meulen & Paul Smeele, De pottenbakkers van Gouda, 1470-1940, en hun betekenis voor de geschiedenis van de Nederlandse keramiek, Leiden, 2012, p 33. 1651 de nieuwe oven wordt een halve voet groter dan de oude.
[23] Henri-Louis Duhamel du Monceau, L’Art de faire les pipes à fumer le tabac, Paris, 1771, p 30.
[24] Johannes Endenburg (uitg.), Gildebrieven Van alle de Gildens binnen de Stad Gouda, benevens de opgevolgde ampliatien en alteratien in haer jaer-ordre tesamen gebragt, Gouda, 1713, p 221.
[25] D.H. Duco, De Nederlandse kleipijp, handboek voor dateren en determineren, Leiden, 1987, p 21. Inhoud van 250-600 stuks.
[26] Endenburg, (Gildebrieven), 1713, p 212, art. 7. D.H. Duco, Koninklijke Goedewaagen, een veelzijdig ceramisch bedrijf, Leiden, 1999, p 25. Van kerstmis tot 25 januari wordt er traditioneel niet gestookt.
[27] Jaarcapaciteit pottenbakkerijen in 1674 bij 400 pijpen per pijpenpot: 60 potten x 400 pijpen = 24.000 pijpen x 48 weken = 1.152.000 pijpen jaarlijks per oven x 16 pottenbakkerijen = 18.432.000 pijpen jaarlijks totaal.
Jaarcapaciteit pottenbakkerijen in 1674 bij 800 pijpen per pijpenpot: 60 potten x 800 pijpen = 48.000 pijpen x 48 weken = 2.304.000 pijpen jaarlijks per oven x 16 pottenbakkerijen = 36.864.000 pijpen jaarlijks totaal.
[28] Don Duco, 'De historie van de Gambierfabriek', Pijpelijntjes, VI-3, 1980, p 12.